关键词 |
江西大理石荒料,大理大理石荒料,浙江大理石荒料,昆明大理石荒料 |
面向地区 |
全国 |
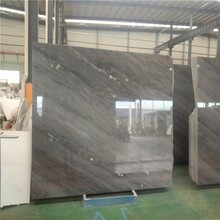
荒料就是经加工的毛料,通常为了方便运输,加工成具有一定规格可满足板材加工或其他用途要求的块石,这些就是荒料,即从石矿石运往石雕成品加工厂的原材料。
荒料既是石材矿山的产品,又是板材加工厂的原料。计算单位是立方米,即按体积来计价。石雕工业发达国家对荒料的基本尺寸有标准规格,以便于节约资源,提高周转速度,提高加工劳动生产效率。
石材荒料的含义:有一定规格、无裂隙的正方体或长方体,可用于加工板材或异型等的块石。
开采过程:找矿→地质评价→试采→批量生产→毛料→荒料。
石材荒料因整形方法不同分为:
1、锯面石材荒料:六面全部经过锯切的。
2、劈面石材荒料:六面中只有部分面经过锯切的。
大理石荒料试验方法
1 尺寸极差 用刻度值为1mm的钢卷尺测量荒料长、宽、高方向的大尺寸和小尺寸。分别用大尺寸和小尺寸的差值来表示长度、宽度、高度的尺寸极差。读数准确至1cm。
2 平面度 将直线度公差为0.1mm 、长度1m 的钢平尺放在被检平面上,用钢卷尺量尺面与平面的大间隙。用各面中大的测量值来表示荒料的平面度极限公差。读数准确至1cm.
3 角度 用内角垂直度公差为0.13mm,内角边长45cm*40cm的90°钢角尺测量荒料相邻面的夹角。取荒料较平整的一个面为基准面,将角尺一边紧靠基准面,用钢卷尺测量角尺另一边与被测面尺根部;当被检角小于90°时,测量点在距根部40cm处。作各夹角中大的测量值来表示荒料的角度极限公差。读数准确至1cm。
天然大理石荒料的主要要求
建材行业标准(JC202-92)对天然大理石荒料的主要要求如下: 荒料具有直角平行六面体的形状. 荒料的规格尺寸要求长度大于或等于100cm,宽度大于或等于50cm,高度大于或等于70cm. 外观质量要求同一批荒料的色调花纹应基本一致等。
大理石荒料的流程是什么样的
(1)锯割
是用锯石机将大理石荒料锯割成所需厚度的毛板(一般厚度为20mm或10mm),或条状、块状等形状的半成品。该工序属粗工序。锯割常用设备有大理石的框架式金刚石大锯、单锯片双向切机、大直径圆盘锯等。传统的摆式砂锯由于效率低、锯割质量差已逐渐被淘汰。
(2)研磨抛光工序
目的是将锯好的毛板进一步,使耐力板厚度、平整度、光泽度达到要求,该工序需要通过几个步骤完成,要粗磨校平,还要经过半细磨、细磨、精磨及抛光,是大理石中复杂的作业,装饰板材只有通过研磨、抛光,其固有的颜色、花纹、光泽才能充分显示出来,取得佳装饰效果。研磨抛光常用设备有十头大理石自动连续磨抛机、桥式研磨机、手扶式研磨机、小圆盘磨机、大圆盘磨机、逆转式粗磨机等。磨机所用磨具、磨料随磨光精度的提高组成粒度逐步减小,常用磨料有刚玉、碳化硅、人造金刚石和立方氮化硼等。
(3)切断工序
是用切机将毛板或抛光板按订货要求的长、宽尺寸进行定形切断,得到所需规格板。切断常用设备有纵向多锯片切机、双锯片切机、横向切机、桥式切机、悬臂式切机、手摇切机等。
(4)辅助
大理石除上述主要工序之外,按装修的具体需要,常常要磨边、倒角、开孔洞、钻眼、铣花边等。常用设备有自动磨边倒角机、石材仿形铣机、薄壁钻孔机、手持金刚石圆锯、手持磨光抛光机等。
(5)检验修补工序
天然大理石板材难免有裂隙、孔眼,过程中也常产生断裂、划痕、碰边等缺陷。通过清洗检验,可以入库,缺陷不严重的可以粘接、修补减少废品率,这一工序通常是手工作业,有些引进生产线采用自动连续修补机,修补处要求与原材质色泽基本一致。常用自动连续修补机、洗风干机或人工检验、手工修补。
(6)凿切
是古老的石材方法,这种方法简单、灵活、方便,适用于外形复杂或表面精度要求不高的制品。如石雕制品,形状复杂的建筑构件,以及岩礁面、隆凸面、网纹面、锤纹面等粗饰面装饰石材。常用手工工具如锤子、剁斧、錾子、凿子等。有些可用凿岩机、劈石机、刨石机、喷砂机等。
石材荒料因整形方法不同分为:
1、锯面石材荒料:六面全部经过锯切的。
2、劈面石材荒料:六面中只有部分面经过锯切的。