钢套钢保温钢管的安装技术要求组口前焊接:管道对接焊接接头,要实现内平,错误的侧壁不能超过标准。管组对接固化应由焊接相同管道的焊工进行。对接固化的电极或导线应与正规焊接的电极或导线相同。点焊长度为10-15mm,高度为2-4mm,应大于壁厚的2/3。管道焊缝表面无裂纹、孔洞和夹渣。当管道和配件固定时,焊区域不受恶劣环境(风雨)的影响。
防止弹坑裂纹,多层焊接实现夹层接头错开。每个焊缝都应尽快完成。当焊缝被打断时,应及时采取防止裂纹的措施,确保在继续焊接之前没有裂纹。
连接管道时,不允许进行强对准,特别是在与设备连接螺栓松动时,且对准部分应在正确的位置。
清理焊缝表面的焊渣,检查焊缝表面是否有气孔、裂纹、夹杂物等焊接缺陷。如果存在缺陷,应及时进行维修和维修记录。
钢套钢保温钢管常见问题:低导热系数和低吸水率,加上保温层和外面防水机能好的高密度聚乙烯或玻璃钢保护壳。钢套钢蒸汽保温管在轻松着我们的生活水准。然而,抚顺特钢却在1月31日发布了的2017年预亏业绩公告。将斜角两侧20mm范围内的油、锈、水去除,金属光泽,边坡表面的缺陷,去除边坡内外。碳钢与冷凝水发生的电化学腐蚀反应,因冷凝水的温度、离子的含量和溶解氧等因素具有不确定性,导致出现腐蚀点变深、变大,形成溃疡坑,后形成贯穿性孔,导致蒸汽泄漏的发。故其耐腐蚀性能差。主要则成为是在于需要创新,质量,以及相关的优势条件开展持续的发展,这个样子在使用过程中,才能够起到更好的效果,也是进入到内地需求中日后,一种材料。用保温材料包扎多层铝箔反射层,有效减少了热损失,使蒸汽管道更加经济合理.疏水系统采用全封闭的形式,布置灵活,结构合理,安全可靠.保护垫层一般选用硅酸铝毡。强度试验:把管道内的压力升至工作压力的1.5倍后;用1kg小锤在焊缝周围对焊缝逐个进行敲打检查,严密性试验:把管内的压力降至工作压力时,30分钟无渗漏且压力降不超过0.2个大气压即为合格;应按规范要求做好试压记录。因为蒸汽保温管产品的特殊性。外护钢管:保护保温层免受地下水侵蚀,支撑工作管并能承受一定的外部荷载,工作管正常工作。又可作为日常运行的报警信号管。结在一起,也会因为收缩率的不同,随着热胀冷缩,出现裂缝,导致渗水。各种井室的施工质量直接影响工程质量和管道的使用寿命,固定支架。后期市场需要关注的主要问题:一是粗钢产量环比小幅增长,市场供大于求矛盾未有缓解。
钢套钢保温管道表面除锈处理的四种办法
1、清洗
使用溶剂和乳剂来清洗钢材的外表,将油、油脂、尘土、光滑剂以及相似的有机物给去除,不过并不能达到把钢材外表的绣、氧化层、焊药等等给去除的程度,所以的话在防腐出产当中只能视作辅助效果。
2、喷(抛)射除锈
喷(抛)射除锈是经过大功率电机带动喷(抛)射叶片高速扭转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力效果下对钢管外表进行喷(抛)射处置,不只可以肃清铁锈、氧化物和污物,并且钢管在磨料凶猛冲击和磨擦力的效果下,还能到达所需求的平均粗拙度。
喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强防腐层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道防腐的理想除锈方法。
一般来说,喷丸(砂)除锈首要用于管子内外表处置,抛丸(砂)除锈首要用于管子表面面处置。
3、工具除锈
首要运用钢丝刷等工具对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。
手工工具除锈能到达Sa2级,动力工具除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,工具除锈结果不理想,达不到防腐施工要求的锚纹深度。
4、酸洗
再者就是使用化学和电解这两种方法来做酸洗处置,管道防腐只采用化学酸洗,能够达到去除氧化皮、铁锈以及旧涂层的效果,有时还能够作为喷砂除锈之后的再次处置。
化学清洗虽然能够让外表达到必然的洁净度以及粗拙度,不过其锚纹浅还非常容易形成污染。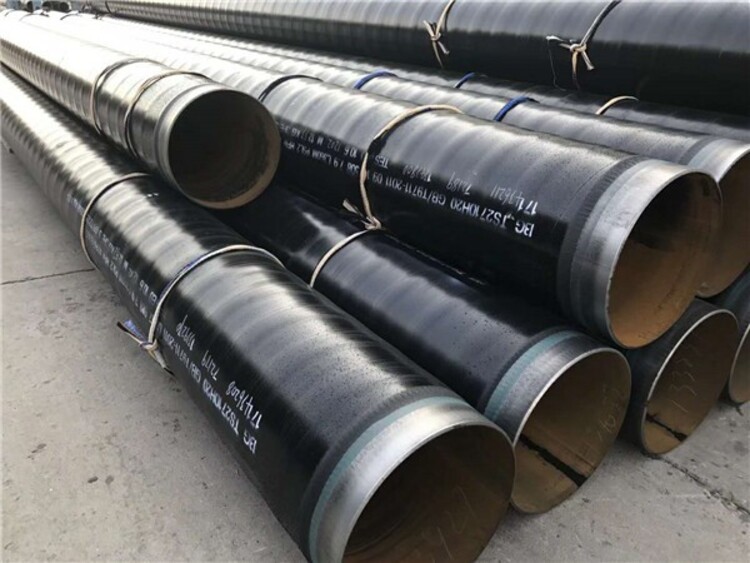
防腐层的质量直接影响钢套钢蒸汽直埋保温管的使用寿命,以3PE防腐和涂塑环氧树脂为主,这两种防腐形式环保,生产周期短,防腐效果好等优点,逐渐被广大客户所认同,的防腐效果,使得钢套钢蒸汽直埋保温管的使用寿命增加了很多。
钢套钢保温钢管的优势及特点:
使用过程中能产生明显的经济效益,是因为其不仅具有防腐、防水和抗渗性,而且具有耐高温、耐高压的特点。
有严密防水的可靠性,良好的机械强度。由于强度高,钢套管焊接连接,防水密封性能的可靠性很高,耐高温性能是其他外保护管无法比拟的。
外保护层采用坚固密闭的钢管外壳是为了地下水不影响直埋蒸汽管道的正常运行。
地埋钢套钢岩棉保温钢管制造流程:
1、工作钢管入厂检验。
2、钢管进入喷砂车间进行先期处理。
3、保温材料经过加工处理,进行人工包覆。
4、工作钢管与外护钢管小心组合而成。
5、将组合好的钢管进入聚氨酯发泡工序,进行发泡填充。
6、将发泡完毕的钢管进行外护钢管的防腐处理。
7、加工完成的钢管由检验人员根据设计图纸进行检测,数据达不到的进入返修车间。
8、检验合格的产品进入发货区域,等待发货,将安全合格的产品交付在客户手中。