近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工艺,以前并没有相应的规范或工艺方法来施工,为此我们总结出了一套不锈钢风管的制作方法来满足施工中的需要,提高施工质量、解决施工中的疑难问题,在使用功能的前提下满足观感质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。
风管焊接成型质量好、变形小、观感好。
风管的加固形式新颖,节约成本。
将组对好的风管用夹具固定好,进行风管的纵向焊接。风管纵向焊接的接缝形式为角接焊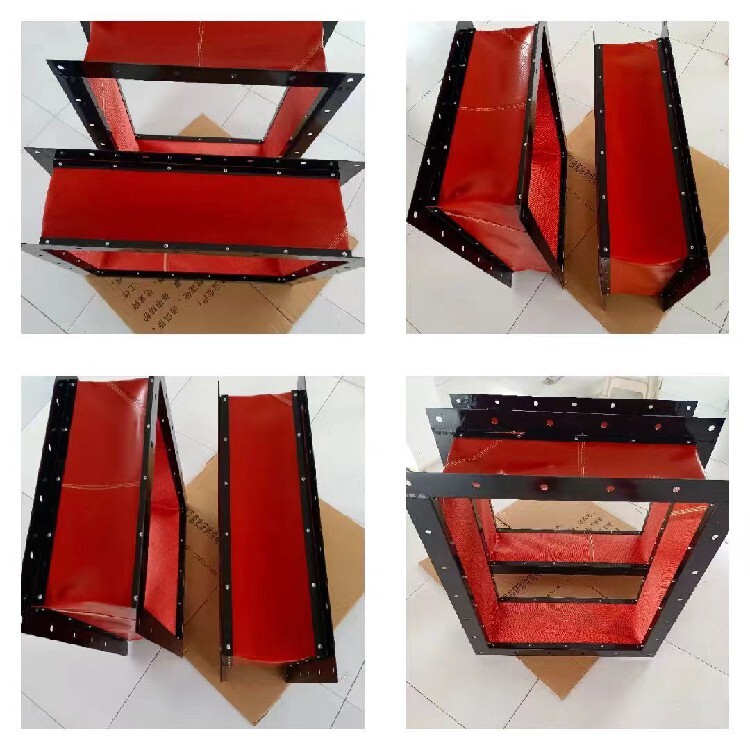
风管的翻边高度控制为15mm,若翻边过小,不仅不便于焊接操作及夹具的使用,且容易使焊接时的高温传递到风管,从而引起风管的变形。若翻边过大,将浪费材料。
当风管与风机衔接时,应在进出风口处加软接头,其软接头的断面尺度应与风机进出风口共同。软管接头普通可采用帆布、人造革等材料,软管长度不宜小于200,松紧度应适宜,柔性软管可缓冲风机的振荡。
风管生产安装快捷,减轻劳动强度,提高劳动效率,满足现代化工程需要,提高安装单位竞争优势。









