钢制闸门喷涂工艺要求 :①喷涂用的压缩空气应清洁、干燥,压力不得低于0.4MPa。②喷涂距离为100~200mm,喷尽可能与基体表面成直角,不得低于45°。 ③喷移动速度,以一次喷涂厚度达到25~80μm为宜。 ④各喷涂带之间应有1/3的宽度重叠,厚度应尽可能地均匀。⑤各喷涂层之间的喷走向应相互垂直,以交叉覆盖。 ⑥涂层表面温度降到70℃以下时,再进行下一层喷涂。
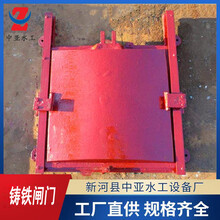
闸框为铸铁闸门与基础之间的连接构件,相当于平面钢闸门的埋高部分。门框包括下部门框和上部导轨两部分。下部门框一般整体铸造加工,导轨可用螺栓(螺钉)与门框相接,或与下部门框整体铸造,在门体开启到高位置时,导轨的应门体的水平中心线。
二、技术说明
1、两缸需同时动作;
2、两缸可任意控制闸门的开度大小;
3、突然停电时,阀门需自动关闭;
4、液压回路中的管路使用耐高压,寿命长的胶管