反刍饲料包括牛、养、骆驼等反刍动物的饲料,反刍饲料分精料和全混合日粮。
反刍饲料的原料主要有:玉米、小麦、大麦、豆粕等粮食类原料(类似于畜禽饲料),另外也含有青草、干草、秸秆等粗纤维类的原料。
反刍饲料的特点是粉碎细度粗(筛网孔径4-8mm),熟化调质要求低(制粒机采用单层调质器),成品颗粒直径大(颗粒直径约在4-10mm)。
双鹤颗粒机可制作颗粒直径的大小?
1.0mm 1.2mm 1.5mm 1.8mm 2.0mm 2.5mm 3.0mm 4.0mm 5.0mm 6.0mm 8.0mm 10mm等等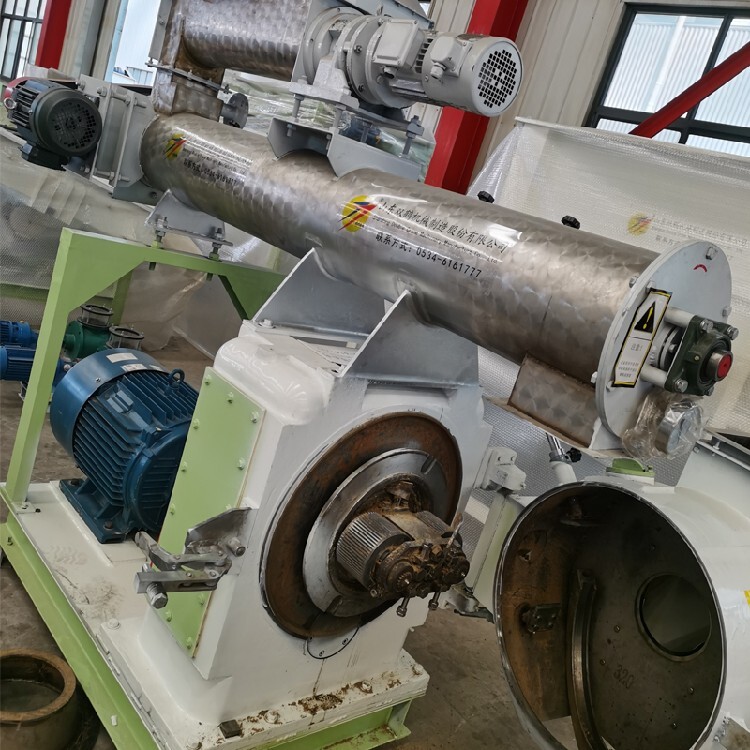
原理:
颗粒饲料机(产量100-1000公斤/小时),以圆周运动为原理,模板、压辊采用合金钢经特殊处理,主轴及平模在摩擦力作用下,带动压辊自转,物料在压辊与模板之间高温糊化,蛋白质凝固变性,在压辊挤压下从模孔中排出,制成的颗粒经甩料盘送出机外,通过切口可调颗粒长短。
在造粒过程中不需要加水,不需烘干,经自然升温达70度左右,可使淀粉糊化,颗粒内部熟化深透,表面光滑,硬度高,可长期储存,是养兔、鱼、鸡、猪、羊、牛户及中小型饲料加工厂降低养殖成本,提高经济效益的理想设备,机型。
注: 该机在加工颗粒饲料自然升温达70度左右,能加入各种添加剂药物,营养损失极小。颗粒表面光洁,硬度适中,内部熟化程度深透.又能杀灭能致病微生物及寄生虫,而饲料质量,可用于养兔,鸡,鸭,鹅,鱼,猪,水产品等。
使用饲料颗粒机的注意事项:
,我们应该改变以往的喂料方式,均匀喂料。改变的好处就是可以使颗粒机制粒更加顺畅,保持颗粒机机器的高速运转。
其次呢就是选择合适的模板孔径。有的用户使用的孔径过小,往往出现产量低、甚至不出料的现象,那么我们在购买颗粒机的同时,希望仔细询问销售人员应该配多大孔径的模板。
第三,就是调整好模板与压轮之间的间隙。适当的压力能够使颗粒的熟化程度以及密实度达到很好的效果,饲料颗粒机上有调压螺丝,把两边的压力螺丝调节平衡、并调紧。
第四就是要在使用中保持颗粒机清洁。用户在使用中往往不注意保持颗粒机的清洁,这就加快了颗粒机使用寿命的损耗,所以一定要注意保持颗粒机的清洁。
后就是要定期注黄油、加润滑剂。定期的清洗模板,加注黄油能提高机器的使用效率。
另外,尤其要注意的是:饲料颗粒机的粉斗内如粉末停滞不下,切不可用手去铲,以免造成伤手事故,应用竹片铲或停车工作。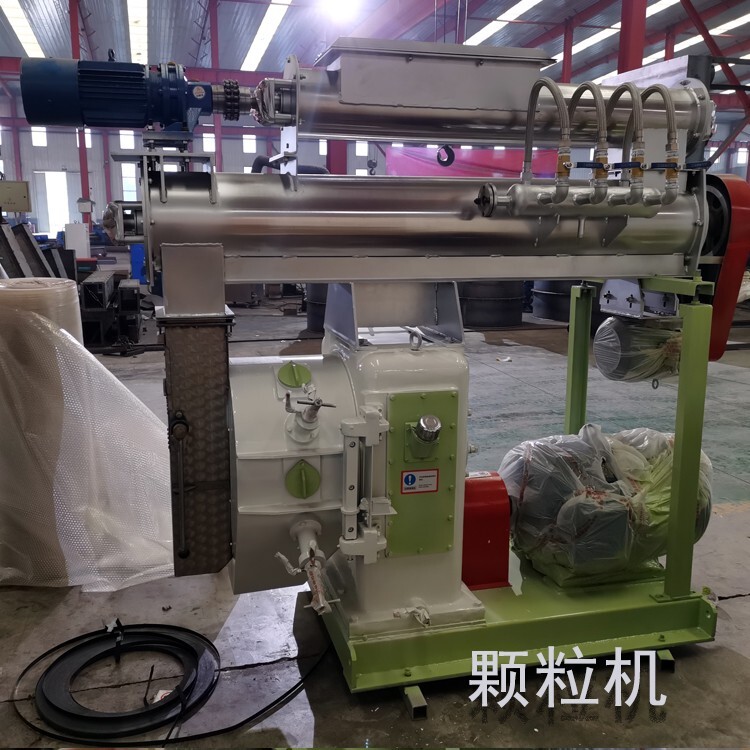
颗粒机加工过程中注意事项:
1.物料在造粒前,要经过调质,蒸汽的压力一定要稳定4-8bar,而且蒸汽在调质定要除水,如果蒸汽中含有大量的水分,会造成造粒的堵塞。物料经过调质后,受到了一定程度的熟化,可显著提高饲料中营养成份的利用率。
2.造粒的过程中,应经常检查物料的湿度和温度。湿度的检查方法是:用手轻捏后,物料可成块为好。温度要因造粒品种的不同而不同,要稳定地控制在75—95℃之间。
3.造粒后的颗粒的冷却一定不能过快或冷却不够,如果冷却过快,会使物料颗粒表面开裂,冷却不够,温度过高,会使物料吸湿,造成霉块。冷却后的物料应与室温一致。
家用饲料颗粒机部件使用时需要注意的问题:
一、压辊轴及两头衬套:在安装颗粒机压辊前,应检查颗粒机压辊轴两头以及衬套地磨损情况;,要检查压辊主轴是否松动;主轴于偏心轴之间的间隙不超过0.3mm,依环模于压辊之间的间隙能均衡稳定.压辊于环模之间的间隙,是靠调隙轮来调整和固定的,如调隙轮齿槽磨损,锁紧螺丝有滑牙等情况时应及时更换,防止因颗粒机模辊间隙在生产中自行放大,而造成的产量下降、电流增高、甚至堵机的发生。
二、喂料刮刀的磨损或安装的不规范,会使环模和压辊的压制区喂料不均匀.后造成环模工作面磨损不均匀(高低不平),模孔放大不一致,造成后果是:1.颗粒料的粗细差别很大;2.环模寿命降低;因此要经常检查颗粒机喂料刮刀地磨损情况和调整角度,如磨损严重应及时更换.3.制粒产量下降;
三、主轴间隙过大:间隙过大会使环模运转时有跳动和压辊摆动现象,造成模辊间隙难易恒定,挤压区的压力不稳定,影响制粒效率,增加堵机的机会。
小型家用饲料颗粒机又名:颗粒饲料机、颗粒饲料成型机,属于饲料制粒设备。是以玉米、豆粕、秸秆、草、稻壳等的粉碎物直接压制颗粒的饲料加工机械。广泛适用于大、中、小型水产养殖,粮食饲料加工厂,畜牧场,家禽养殖场,个体养殖户及中小型养殖场,养殖户或大、中、小型饲料加工厂使用。
机制颗粒与传统粉料相比,小型饲料颗粒机有许多优点:
1.适口性好,动物采食量大;
2.消化率高,制粒升温煳化,有利于动物消化、吸收各种营养成分;
3.饲料密度大,便于储存运输;
4.防止挑食,减少浪费,减少粉尘损失与板结。
小型饲料颗粒机内置磨盘和压辊采用合金钢,提高使用寿命,磨盘型号不同,适合不同物料,了压制效果。齿轮箱采用铸铁材料,噪音小,具有良好的减震型。
环模颗粒机的工作原理:
环模制粒机是颗粒饲料生产线关键的主要设备之一,饲料从粉料状态到颗粒成形,要通过四个区域来完成:
1. 物料经调速喂料绞龙输送入调制器,为了获得良好的制粒效益(提高产量和质量),加入热蒸汽进行调质后,由斜槽形下料管,经环模罩,借助于重力及环模旋转产生的离心力,使物料紧贴在环模罩和模具内壁上(供料区)。
2. 在拨料刀作用下,物料均匀而连续不断地喂入,每个压辊和环模形成的楔形空间(压紧区)。
3. 因压辊外壁工作面与环模内径工作面的间隙,仅有0.1-0.3mm,而且这种间隙是基本横定的,就形成了一定的挤压力(挤压区)。
4. 由于喂料的喂入,在模与辊之间的强烈挤压下,物料被压实后,挤入模孔中,并在模孔中成形为(成型区)。物料被连续不断的喂入压制区,又被挤压成形,从模孔中被连续不断地挤出,由可调整刀口与环模外壁距离的切刀切成各种需要的颗粒长度。









