,常年销售沙钢产宽厚板十万余吨,本着对客户负责的经营理念,常年为广大新老客户供应的沙钢厚钢板,价格低,质量优,是各大重型机械厂,矿山机械,水泥
机械厂,石油机械厂采购的选择,用沙钢板质量有,来佳商特经贸采购沙钢板价格有优势! 钢厂新三米宽轧机十月份正式投产,届时订轧速度更快,质量更优欢迎有尺
寸要求的客户前来洽谈订轧!
江苏沙钢集团有限公司(以下简称“沙钢”)位于长江之滨的新兴港口工业城市张家港,
江苏沙钢集团有限公司大楼东临上海、南靠苏州、西接无锡、北依长江,拥有8公里长沿江岸线,高速公路四通八达,区位优势得天厚。
公司常年代理经销宝钢、沙钢、马钢、济钢、鞍钢、湘钢、汉冶、长达等国内一二类钢厂热轧中厚板、低合金板、锅炉容器板、造船板。年销售现货钢材及钢材期货量约20万吨。销售业务遍布于江苏、山东、安徽、浙江、福建、湖北、辽宁、上海等省市。佳商特经贸携手国内众多钢企,共同为下游终端企业提供质优的钢材现货以及完善的钢材期货定轧配送平台。大限度的缩小钢板分销渠道以及繁琐的钢材采购流程,从而大大降低钢板采购成本。真正有效的实现了钢企与厂家的互惠互赢。
为响应终端客户及市场需求,公司依托雄厚的资金实力,投资建立金属板材加工厂。厂部配套钢板数控切割设备数台、开平机数太,等离子切割设备及钢板剪切折弯设备及一系列钢板深加工设备。以化水准钢板深加工行业。致力于5-500mm厚度钢板数控切割及零割下料销售业务。主营Q235B、Q345B、45#钢等材质的钢板切割与加工。可按客户图纸要求进行钢板切割异型件、切割法兰圆盘毛坯件、仿形件。钢板外协加工各类机械零部件、模具钢、轴承座、齿轮盘、钢结构及焊接预埋件。钢板切割件产品主要应用于重型机械设备,如造船、纺织、采矿机械、机床、锻压、发电设备、冶金机械制造等领域。大的优势在于特厚钢板的切割及深加工业务中能大量替代锻、铸件。有效的减少了在制造大型机械设备配件、齿轮箱、轧机牌坊,轴承座方面的加工量,同时为广大厂家减少钢板加工零部件的工序和加工成本。
公司恪守诚信经商,真诚合作,互惠互利的准则,广交天下商友。
钢板,薄板是0.8-4.0,中厚板是指厚度4.5-25.0mm的钢板,中厚板厚度25.0-100.0mm的称为厚板厚度超过100.0mm的为特厚板。
主要材质有,q235b q345b 45c 等,中厚板制造工艺复杂,轧机设备要求高,目前我国有中厚板轧机26套,其中宽厚板轧机3套,中厚板轧机23套。“十五”期间正在建设的中厚板厂有:宝钢5000mm宽厚板轧机、首钢3500mm中厚板轧机,安阳和南钢中板卷轧机(主要生产4mm以上的中厚板和中板卷),同时柳钢、舞阳等中板厂将进行双机架改造,这些技术改造项目完成后,加上宽带钢轧机生产的中厚板,在数量上基本可以满足市场增长的需要。
其中长三角地区中厚板轧机就有十几套,年产中厚板50万吨,主要钢厂有沙钢集团宽厚板厂,南钢中厚板,兆顺钢厂中厚板,益成特钢中厚板,长达中板厂,春冶中板,华伟钢板,兴澄特钢等钢厂,产品主要应用于建筑工程、机械制造、容器制造、造船、桥梁建造等。还可以用来制造各种容器、炉壳、炉板、桥梁及汽车静钢钢板、低合金钢钢板、造般钢板、锅炉钢板、压力容器钢板、花纹钢板、汽车大梁钢板、拖拉机某些零件及焊接构件等。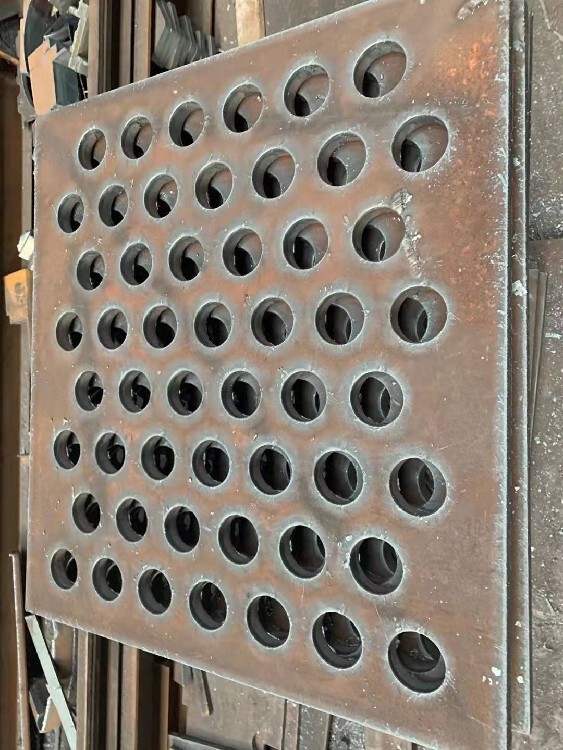
钢板数控切割加工件主要用于机床、工程机械、矿山机械、船舶、大中型变压器、大中型电机、锅炉、冶金机械、重型汽车、重型机械、模具等制造类企业,钢铁材料是众多企业消耗的主要原材料,可根据用户需要提供钢板数控加工成品以及钢板数控切割半成品。实现从产品图纸,钢板采购,钢板切割,钢板加工,钢板运输配送一站式服务,从而大限度的为客户节省人力物力,实现其原材料零库存和减少资金积压与减少设备的投入。
Q235B 沙钢 32*2200*12500四切理计
Q235B 唐钢 32*2500*12000两切磅
Q235B 恒润 35*2000*L四毛磅
Q235B 恒润 35*2200*L四毛磅
Q235B 唐钢 35*2200*12000两切磅
Q235B 沙钢 35*2200*L两切磅
Q235B 唐钢 35*2500*12000两切磅
Q235B 沙钢 35*2500*12500四切理计
Q235B 恒润 36*2000*L四毛磅
Q235B 恒润 36*2200*L四毛磅
Q235B 恒润 40*2000*L四毛磅
1)根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度。
(2)切割应从边缘开始。尽可能从边缘开始切割,而不要穿孔切割。采用边缘作为起始点会延长消耗件的寿命,正确的方法是将喷嘴直接对准工件边缘后再启动火焰切割机
(3)在钢板上切割不同尺寸的工件时,应先切割小件,后割大件。
刚开始使用数控火焰切割机时,由于不熟悉操作情况,将穿孔起点的距离为10-15mm,后随着使用时间的变长,我们发现将穿孔起点到需要切割的零件之间的距离定为割嘴的直径到半径就可以,一般为3-4mm即可。这样操作可以减少穿孔和预热时间以及降低氧气的使用量。
, 刚开始使用数控火焰切割机时,由于不熟悉操作情况,将穿孔起点的距离为10-15mm,后随着使用时间的变长,我们发现将穿孔起点到需要切割的零件之间的距离定为割嘴的直径到半径就可以,一般为3-4mm即可。这样操作可以减少穿孔和预热时间以及降低氧气的使用量。








