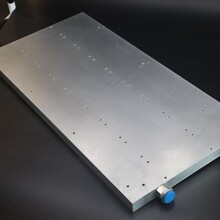
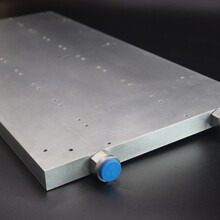
运用挤压工艺将冷轧钢板过流道立即成形,然后通过机加工方法连通循环系统,一般采用摩擦焊接、纤焊电焊焊接等焊接方法开展密封性,此加工工艺生产,成本费用低;不太适合排热相对密度太大,表层不适宜过多螺丝口而限定水路迈向或减少稳定性。广泛应用于:动力锂电池水冷式散热加热系统、分水镇盒及其规范功率模块一体化排热商品。
提升冷板的散热性能主要依靠: 1)改善流场。使流体在流道内有足够长的回路(要考虑符合的压降,以免影响流量),流道内的液体吸热均匀,通常采用的方法有:Pin fin组,扭旋片,wave channel等。 2)增加吸热面积。流体接触冷板吸热端的面积足够,吸热效果才能更好。增加面积的方法有:skiving, CNC铣槽,crimp fin,铝挤压fin片等。 3)冷板吸热面平面度、粗糙度及厚度。由于工业冷板的功耗通常都比较大,以千瓦级计,所以冷板的平面度、粗糙度及厚度都对冷板的热阻有很大的影响。
以某产品需要测试10kg/cm2为例,首件产品先通入2kg压力,保压10分钟,观察无异样,然后通入5kg,后才通入7kg,再至10kg。验证产品可以抵抗10kg压力后,后续测试依照2kg 3分钟,5kg 3分钟,10kg 10分钟测试(具体按照客户要求或者设计规格)