卡盘与尾座之间载重>2T冷却方式 智能双温双控,20-40℃夹持长度3000mm激光波长 900-1100nm卡盘直径500mm激光功率6000-12000W送粉方式同轴负压气载式送粉激光器半导体/光纤激光器主轴转速0-100r/min聚焦光斑圆形光斑、方形光斑控制方式工控机+3轴控制系统
激光熔覆技术在钢铁冶金行业的应用主要体现在表面修复和表面改性两个方面。钢铁冶金行业对耐蚀、耐磨、抗氧化、耐高温等性能要求较高,通常采用传统的补焊工艺对零件进行修复,但由于钢铁材料表面硬度较低,且存在一定程度的氧化和磨损,导致修复后的零件耐蚀性和耐磨性下降。激光熔覆技术可显著提高金属零件表面的耐蚀性能和耐磨性能,且不需要再进行复杂的处理。
1、耐磨钢件、高合金工具钢件的修复激光熔覆技术主要是在基体与涂层之间形成冶金结合,因此,激光熔覆技术对基体材料的要求较低;但激光熔覆涂层与基体之间为冶金结合,且涂层与基体之间的结合强度较低。因此,在选用激光熔覆涂层时应对基体材料的性能进行分析;
2、在钢件表面制备耐磨、防腐涂层激光熔覆技术在钢件表面制备耐磨、防腐涂层是近年来发展起来的一项新技术,其目的是使工件表面获得具有耐腐蚀和抗磨损性能的耐磨、防腐涂层。激光熔覆技术可以在钢件表面制备一层厚度约为30~100μm的熔覆层,与基体之间为冶金结合;
3、在钢件上制备抗氧化涂层激光熔覆技术是通过在钢件表面形成一层致密且具有很高抗氧化性能的耐磨、防腐涂层。激光熔覆技术主要分为热喷涂、热浸镀和等离子喷涂三种方法;
4、激光熔覆技术对钢件表面改性主要体现在:
①将激光熔覆层与钢件之间形成冶金结合;
②用激光熔覆层代替钢零件部分材料,在钢零件上形成具有特殊功能和性能的涂层。
评判激光熔覆层的熔覆效果,主要从两个方面:
一、宏观上,检查熔覆道的形状、表面粗糙度、裂纹、气孔及稀释率等;
二、微观上,检查是否形成了良好的结构,是否能提供所需的性能。
此外,还应确定表面熔覆层化学元素的种类和分布,并注意分析过渡层的状况是否为冶金结合,必要时进行质量寿命检测。
如何检验激光熔覆效果:
1、熔覆的工件是否有裂纹、气孔;
2、熔覆工件熔覆后的表面粗糙程度;
3、是否获得低稀释率的良好涂层,并且涂层成分和稀释度是否可控;
4、快速熔覆时,工件的变形是否降低到零件的装配公差内;
5、送粉器送粉的稳定性和熔覆层的均匀性可是一致性;
6、粉末利用率可在范围内;

液压立柱是许多工业设备中的重要组成部分,负责承受和分散压力,确保设备的正常运行。然而,在长期使用过程中,液压立柱的表面往往会因为磨损、腐蚀等因素而受损,这不仅会影响其性能,还可能引发安全问题。为了解决这一问题,激光熔覆修复技术应运而生。本文将详细介绍液压立柱激光熔覆修复的原理、步骤、优势以及应用案例,帮助读者更好地了解和应用这一技术。
激光熔覆修复是一种的表面处理技术,它利用高能激光束将特定材料快速熔化并沉积在受损部位,形成一层新的、具有性能的涂层。这一过程中,激光束的能量密度,能够在极短的时间内将材料加热至熔化状态,同时周围材料的热影响区小化。熔覆材料的选择也非常关键,它需要根据液压立柱的材质、工作环境以及性能要求等因素进行定制。
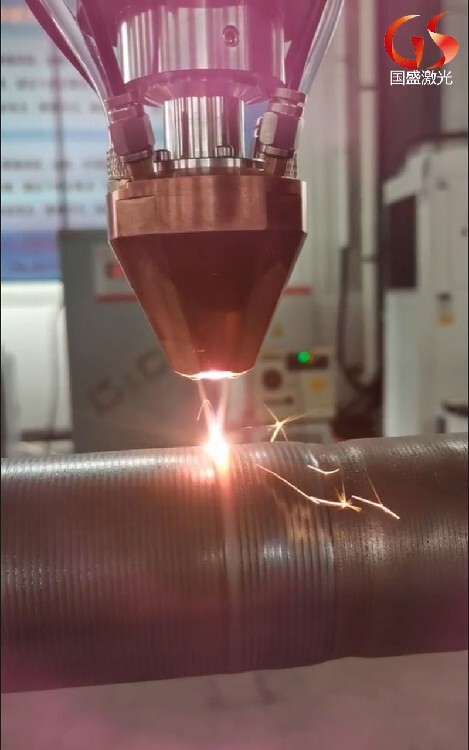
液压立柱激光熔覆修复的步骤通常包括预处理、熔覆和后处理三个阶段。预处理阶段主要是对受损部位进行清理和打磨,去除表面的油污、氧化物等杂质,确保熔覆材料能够与基材紧密结合。熔覆阶段则是利用激光设备将熔覆材料逐层堆积在受损部位,形成一层均匀、致密的涂层。后处理阶段则包括冷却、打磨和检测等步骤,确保修复后的液压立柱能够满足使用要求。
与传统的修复方法相比,液压立柱激光熔覆修复具有显著的优势。,激光熔覆修复可以实现、率的修复,大大缩短维修周期。其次,激光熔覆形成的涂层具有的耐磨、耐腐蚀和耐高温性能,可以有效延长液压立柱的使用寿命。此外,激光熔覆修复对基材的热影响小,不易引起变形或残余应力等问题。后,激光熔覆修复还具有环保、节能等优点,符合可持续发展的要求。
在实际应用中,液压立柱激光熔覆修复技术已经得到了广泛的应用。例如,在矿山机械、石油化工、钢铁冶炼等领域,液压立柱常常面临恶劣的工作环境和高强度的使用压力,导致其表面损伤严重。通过采用激光熔覆修复技术,可以快速恢复液压立柱的性能,提高设备的安全性和可靠性。此外,在航空航天、汽车制造等领域,激光熔覆修复也被广泛应用于关键零部件的修复和再制造。
总之,液压立柱激光熔覆修复技术是一种、环保、可靠的表面处理技术。它通过利用高能激光束将特定材料快速熔化并沉积在受损部位,形成一层新的、具有性能的涂层,从而恢复液压立柱的性能和使用寿命。随着科技的不断进步和应用领域的不断拓展,液压立柱激光熔覆修复技术将在未来发挥更加重要的作用,为工业设备的维护和再制造提供有力支持。










