玻璃钢模具的铺层步骤:
一、模具胶衣开端凝固后,就可以开端铺层了。铺层工序不能过快,通常1天铺2-3层玻纤布或玻纤毡。
二、铺层要用一些量的模具树脂。这种树脂的功能要比通常树脂好一些。铺层过程中工人要配胶,即树脂中要加个推动剂与固化剂。
三、用涂胶东西涂胶,铺一层玻纤织物涂一层胶,一起要用铁辊赶平织物,排走气泡,使胶均匀。到设定厚度后,铺层完毕。
玻璃钢模具是模压工艺实现的基础,制品表面质量在很大程度上取决于模具的制造精度,良好的制品质量是由的模具质量稳定的。在模具设计过程中要根据制品的具体要求,设计成型零件和模具结构,还要根据制品的需求量,表面质量要求、性能要求等选择适当的材料。孔是塑料和复合材料制品常见的结构,本文在讨论典型孔成型结构的基础上,给出了一种适用于复合材料模压成型的后导入挤压打孔结构。在纤维增强的树脂基复合材料制品中,对于要求不高的孔,通常在模压时,这些孔的成型采用与注射模具相类似的结构,针对孔的结构特点,采用碰穿、插穿、对碰和对插等形式
使用玻璃钢复合材料加工而成的模具,简称为玻璃钢模具。
相对金属模,如钢模、铝模等,玻璃钢模具有制模快、质量轻和综合成本低等优势,比硅胶模或简易模等,具备更持久的使用性,其为低成本实现批量化生产制品创造了有利条件。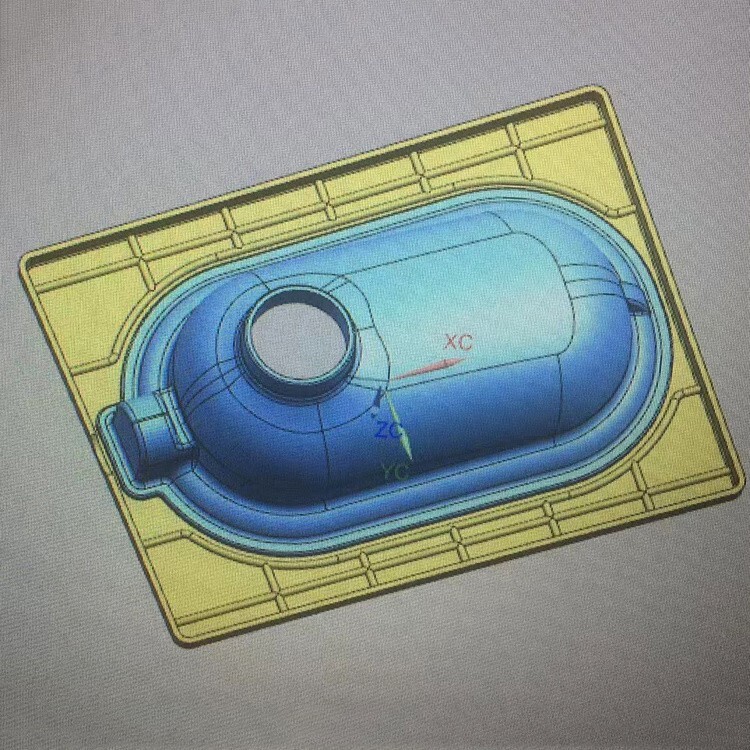
玻璃钢模压模具有阴模,阳模,对合模等,具体选用哪种内型要看产品的结构,工艺,质量要求等。不管选用哪种内型,做之前先分析产品结构,要考虑怎样分型,以便于脱模。制作:模具胶衣(如,940)一遍,厚度在0.2MM左右,涂刷均匀,胶衣固化后一层表面毡,注意控制树脂含量。表面毡固化后检查表面有无气泡,如果有的话用刀挑掉,180号砂纸将表面打毛,除去灰尘,做无碱300G毡,(一般建议做两到三层待其固化,做的时候用辊筒赶尽气泡,毡做好后,做04或06布,(布与毡交替制作,注意方向性),直到所需厚度。(一般模具厚度不超过10MM)。模具做好后,有的还需要制作增加筋。有条件的话可将模具放置于烘房(温度40左右)24小时。脱模,切除毛边,打磨,(鹰牌水砂纸),根据模具表面情况一般从600号开始,直至2000号,(水磨时注意方向性)间隔性检查一下。抛光,先用1号抛光剂,后用三号。处理结束之后打蜡或者脱模剂。
C为片状增强型热塑性材料,通常用于大的制品,而此类制品需要大的强度。
BMC材料为团状,富含短纤维,有着优良的机械性能,低收缩,并且颜色稳定。
玻璃钢制品模压模具制作流程
一、接受任务书
成型玻璃钢制件的任务书通常由制件设计者提出,其内容如下:
1.经过审签的正规制件图纸,并注明采用产品的牌号、技术参数等。
2.玻璃钢制件说明书或技术要求。
3.生产产量。
4.玻璃钢制件样品。
通常模具设计任务书由玻璃钢制件工艺员根据成型玻璃钢制件的任务书提出,模具设计人员以成型玻璃钢制件任务书、模具设计任务书为依据来设计模具。
二、收集、分析、消化原始资料
收集整理有关制件设计、成型工艺、成型设备、机械加工及特殊加工资料,以备设计模具时使用。
1.消化玻璃钢制件图,了解制件的用途,分析玻璃钢制件的工艺性,尺寸精度等技术要求。例如玻璃钢制件在外表形状、颜色透明度、使用性能方面的要求是什么,玻璃钢件的几何结构、斜度、嵌件等情况是否合理,熔接痕、缩孔等成型缺陷的允许程度,有无涂装、由镀、胶接、钻孔等后加工。选择塑料制件尺寸精度高的尺寸进行分析,看看估计成型公差是否低于玻璃钢制件的公差,能否成型出合乎要求的玻璃钢制件来。此外,还要了解玻璃钢产品的固化及成型工艺参数。
2.消化工艺资料,分析工艺任务书所提出的成型方法、设备型号、材料规格、模具结构类型等要求是否恰当,能否落实。
成型材料应当满足玻璃钢制件的强度要求,具有好的流动性、均匀性和各向同性、热稳定性。根据玻璃钢制件的用途,成型材料应满足染色、镀金属的条件、装饰性能、必要的弹性和塑性、透明性或者相反的反射性能、胶接性或者焊接性等要求。