平顶山A3钢板切割-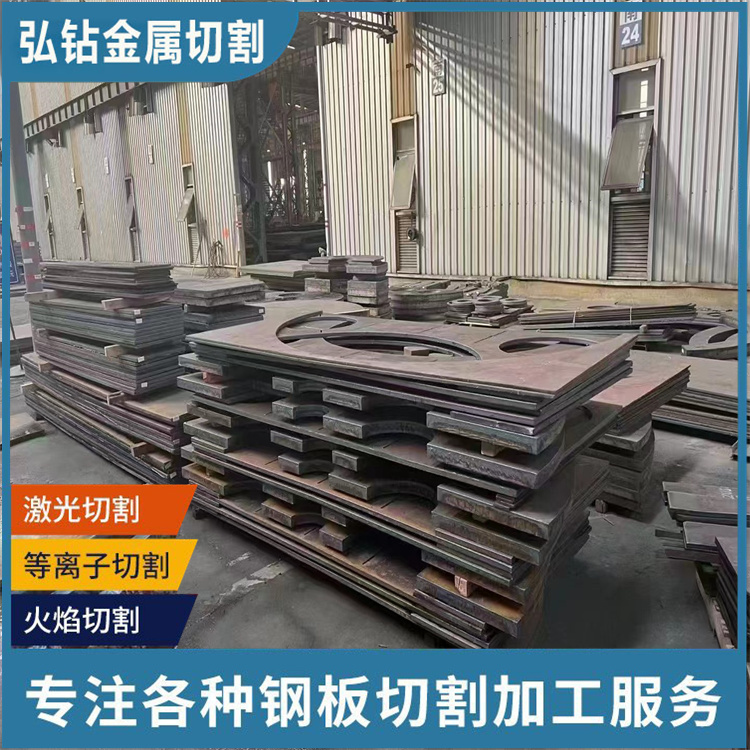
该切割方式具有变形小、割缝窄、切割速度快等优点;但由于是式切割,钢板切割时产生的热源在有限空间内会对割嘴造成较大的损伤,使得电极割嘴的使用寿命变短,因此,该切割方式不适合厚板切割。一家专注于做钢板切割的厂家---无锡海辰得来CAD图,按图纸艺切割,不管多厚都可以切割。
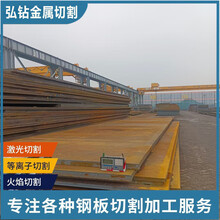
钢板零割特厚钢板零割在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度,为了防止气割变形,操作过程中应注意以下几个方面:在钢板上切割不同尺寸的工件时,应先切割小件,后割大件,窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法,直条切割时应注意各个切割割嘴的火焰强弱应一致,否则易产生旁弯。
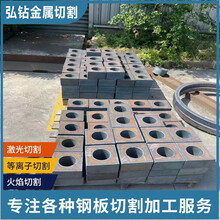
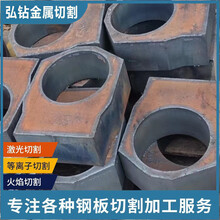
平顶山A3钢板切割-容器板零割轴承座 汽车制造用来图定制 影响火焰切割的主要因素有:1.可燃气体类型;2.割炬模型;3.氧气纯度,压力,流量和氧气流的形状;4.切割速度和倾角;5.火焰调节;6.预热火焰能量率;7.切割喷嘴与件之间的倾斜角度,切割喷嘴与件表面之间的距离。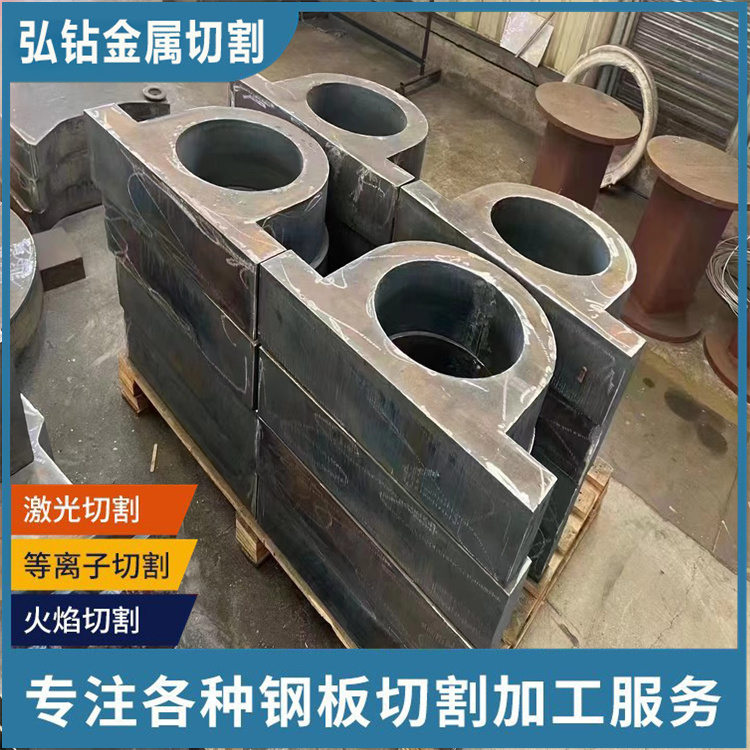
等离子切割所需的消耗品主要是等离子切割喷嘴和电极。国产切割喷嘴和电极的价格比进口喷嘴和电极的价格便宜。总结无论是数控火焰还是数控等离子切割,原始的手动切割或轮廓切割更简单,更,更安全,大大了加效率,了生产成本,为企业的发展做出了贡献。
方面二:板厚方向氧纯度和压力恒定难如果氧的纯度下降了,那么就会影响到燃烧率,进而会影响到切口质量,主要是切口会出现严重的挂渣现象,因此氧纯度和压力要求要保持恒定,从而避免出现该现象。但在艺中,这一点很难做到,因为如果供气压力增大,使得喷嘴流场容易形成激波,从而影响到切口质量。