性能参数
测量组分 H2S、O2、CO、CO2、CH4*
测量原理 TDLAS
测试范围
H2S:0 ~ 100ppm,0 ~ 5000ppm
O2:(0 ~ 5)%VOL (可定制)
CO:(0 ~ 100)%VOL
CO2:(0 ~ 100)%VOL
CH4:(0 ~ 20)%VOL
精度 ≤±1%F.S.
重复性 ≤±1%
量程漂移 ≤±1%F.S.
分辨率 0.01%VOL
响应时间 T90≤1s
工作参数
防爆等级 Ex d IIC T6 Gb
安装方式 原位安装
环境温度 (-20~ +60)℃
工作电源 24V DC,24W
吹扫气体 (0.3~ 0.8)MPa工业氮气
接口信号
通讯 RS485、RS232
输出模式 2路4-20mA输出
3路继电器输出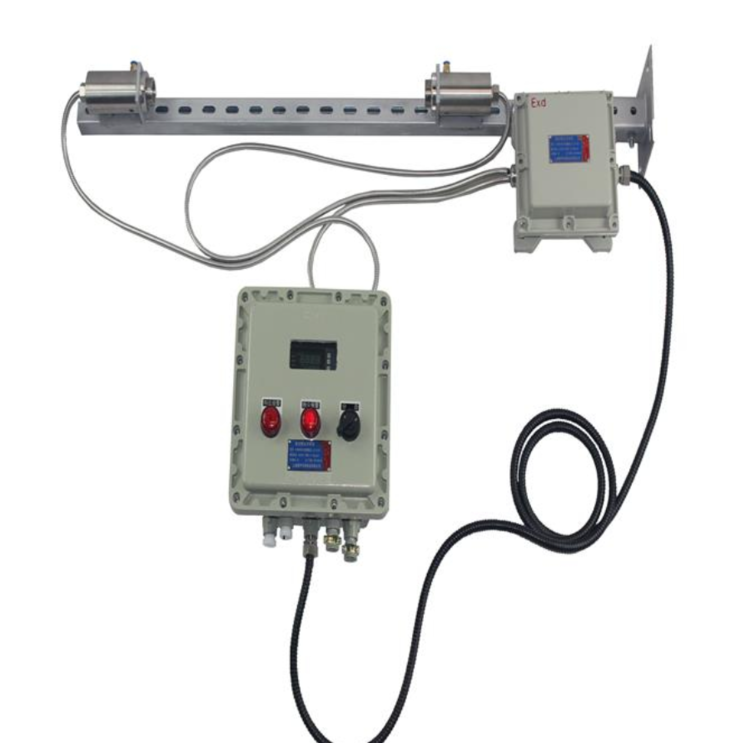
氧分析仪是应用于单/双臂电渣炉,保护气氛/真空电渣炉,交流/直流电渣炉等各种电渣炉,电弧炉,化渣炉中氧含量检测,能耐高低温,高粉尘,强干扰。能为企业提高产品质量,节能降耗提供可靠的检测数据。
氧分析仪特点
1.选用进口氧传感器和特殊材料检测元件,寿命长、反映快。
2.具有自清结作用,也可采用程序自动吹扫
3.全中文液晶显示,多级中文菜单
4.量程可自由设定,自带记录功能
5.上下限报警点能在全量程范围内任意设置。
6.电渣炉氧分析仪具有0~10或4~20mA,报警触点等信号输出。
7.可有一个标准的RS485通讯口,可以连接串口打印机或与计算机实现双向通讯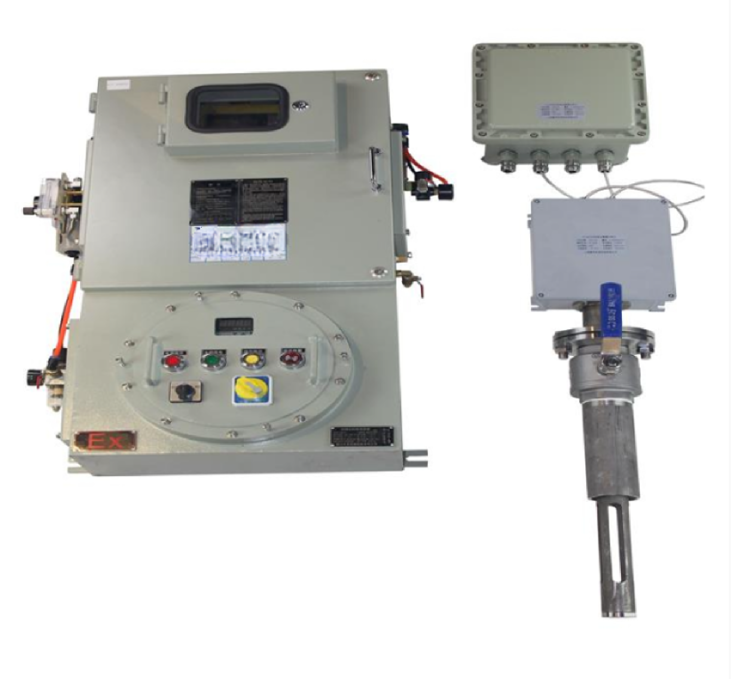
近日,云南某化工企业氨系统管道设备正在进行检修,检修之后会使用氮气对管道中的空气进行置换,然后抽真空,再用气氨进行置换,同时需要严格控制氧气含量小于等于0.5%来确保设备的安全。由于在通入气氨之前,进行过抽真空,所以系统中只存在少量的氮气和氧气,当通入气氨后,系统中气氨含量会迅速上升,氮气和氧气含量就会迅速下降。因此,氨系统置换分析的关键就是测量高浓度气氨中的氧气含量。
该企业为了提高转炉煤气回收量和煤气回收的安全性,降低排放,保障9万立方米煤气柜和电除尘设备的安全,需要在总管上安装一套氧含量分析仪,增加安全系数,建立两级安全设置,在煤气回收过程中能实时在线监测总管道中的氧气含量,当总管中的氧含量超过1%时,立即停止煤气回收,确保回收煤气柜的安全。
新增的氧含量分析系统需要对煤气回收总管中的氧含量进行连续、实时在线监测和分析,为反映煤气工况和工艺控制提供准确的数据,总管道煤气氧含量分析输出的氧含量信号参与控制,根据上述工况要求,选用激光氧气分析仪比较合适,该分析仪针对各种尾气、反应釜、过程气中的氧气含量检测分析,具有灵敏度高、响应速度快、不受背景气体干扰、不受粉尘干扰、非接触式测量等特点,为实时准确地反映总管中的氧气变化提供可靠数据。
环己酮肟化是重排反应的基础,在己内酰胺生产过程中,环己酮肟化是非常关键的一个环节。环己酮、双氧水、液氨根据一定比例混合,与叔丁醇加入到肟化反应釜中,在一定温度压力条件和催化剂的作用下,进行双氧水和氨反应合成羟胺、羟氨和环己酮的肟化反应。同时还有少量的副反应,例如双氧水的分解反应,生成氧气。
激光氧气分析仪
一般情况下尾气中的氧气含量较低,但如果主反应受到催化剂失效的影响导致反应效率降低,或者反应原料进料量比例失调,造成反应釜中一部分双氧水没有参与到主反应中,反应釜中的双氧水含量升高,副反应比例上升,双氧水分解产生的氧气过高,氧气和尾气中的可燃气体反应,会发生爆炸危险。所以,对己内酰胺肟化反应釜反应尾气进行氧气含量的监测非常重要。在尾气中氧含量过高时进行安全联锁,确保反应过程的安全。同时,通过氧含量的监测也可有效的反映出反应釜中肟化反应的效率。