① 底层板至少为总厚度的1/3;
② 强度高、硬度高、延展性差的材料放在上层,强度低、硬度低的、延展性好的材料放在底层;
③ 厚度薄的材料放在上层,厚度大的材料放在底层;
④ 上层材料允许的高强度1500MPa,上层材料强度越高,则底层材料需尽量选用强度低、硬度低的、延展性好的材料,且底层材料需尽量厚;
⑤ 底层材料允许的高强度不600MPa,延展性不小于12%。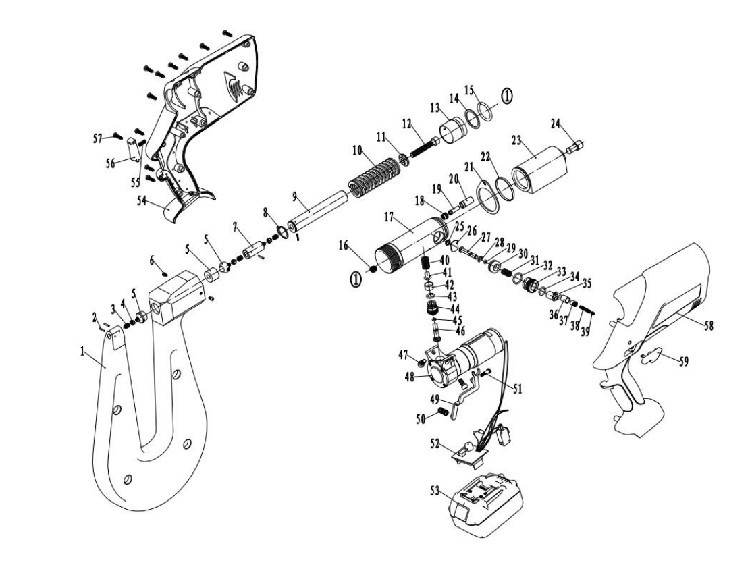
SPR铆接工艺和传统点焊工艺相似,需要一定的铆接空间以及足够的法兰宽度。一般而言,SPR连接设计时,由于铆接设备C形钳结构决定不宜铆接封闭腔体,因此设计时要避免封闭腔体结构。由于C形钳在铆接点处不受干涉,故需避免垂直的法兰边,确保铆接钳能接触到铆接点
同种铝合金零件之间的SPR连接,零件表面无需作特殊防腐处理,仅需要对钢制铆钉进行表面处理。
处于干区的铝合金零件之间的SPR连接,铆钉表面要镀锌处理,要满足96h中性盐雾试验;
处于湿区的铝合金零件之间的SPR连接,铆钉表面要锌镍合金涂覆处理,要满足480h/720h中性盐雾试验要求。
钢-铝异种材料零件SPR连接,钢材与铝材之间匹配会存在电化学腐蚀。根据在某新能源汽车上的研究,处于干区的SPR连接,钢制零件表面要镀锌处理。
某新能源汽车前门铰链安装板处的SPR连接。通常前门有十万次开关耐久试验,对于铰链连接处强度要求很高,铝制安装板一般难以达到要求,为此铰链安装板采用钢制板材,而车门内板和其加强板采用铝制板材。此处两零件大面积接触,胶水不能均匀涂敷,不能可靠地避免钢铝电化学腐蚀。对于此种类型的面接触,对铰链安装板进行电泳处理,通过整体零件的电泳层隔绝钢铝之间的接触。
非破坏性检查:
采用目视、辅助检查工具,在不破坏产品连接点的情况下,进行的质量检查,外观检查、头高检测;
破坏性检查:
采用破坏性方式,对连接点的质量进行检查,剖面测量;
辅助质量监控系统:
采集连接过程参数,对关键参数进行范围监控。