轨迹式摩擦熔接,能有效控制相对加工物在紧密的模具内作圆形轨迹的焊接加工,相较于线性摩擦原理,在圆形加工物上无法充分焊接圆周任一角落。
高刚性机身结构与整体封装的外罩,配合吸音隔离噪音组装,能有效抑制加工时的抖动与高噪音分贝。
精密线性滑轨的加工模具,使得加工成品上下错模减少,达到验收值。
不须位的加工模具,省去模具质量与配重的技术门坎。
针对如PP、尼龙、塑钢等添加玻纤材质能有效焊接。
优势:
焊接不规则,形状复杂的工件
可熔接大型的零件
熔接力强,接口可靠
能一次焊接多个工件
无需借助其它结合物质
无臭味,不会造成环保问题
对于受潮与含高量添加物之塑料有良好的熔接效果
耗电量低
快速,容易设定
模具替换性高
设备特点
使用高频率,
摩擦效果好
自动保持振幅恒定
可控制输出功率
焊接模式设定:深度、时间
自动谐振功能
多阶段熔接
易于操作的触控显屏
多种语言界面
储存操作条件
替换治具方便
装有隔音装置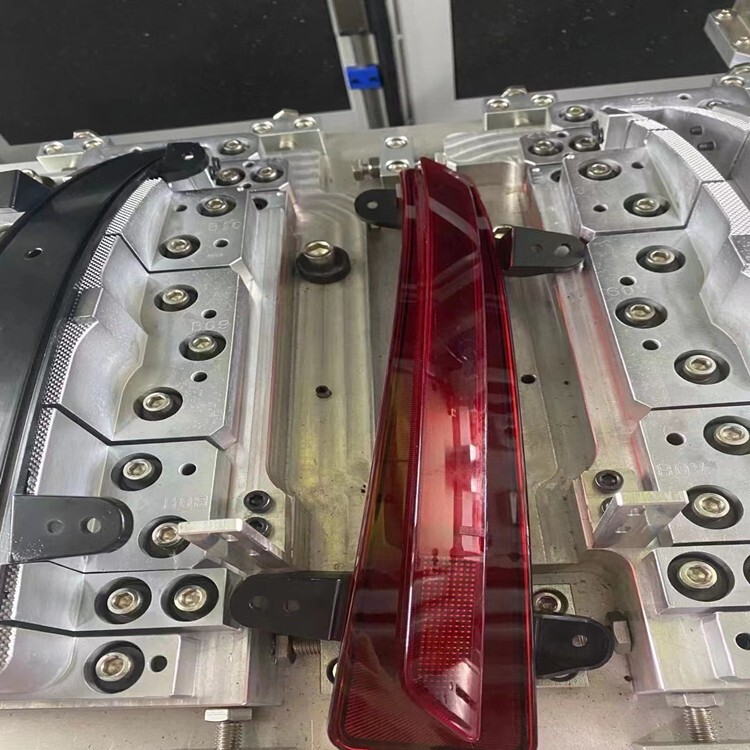
预防保修
日常保养 -油位检查
AMP功能检查
紧急停止功能检查
后门及控制部门关闭状态
隔音门自动功能检查
周保养
检查升降台轴承
检查油压部冷却风扇
气动及油压路线检查
检查振动部有无松动螺栓
月保养
升降台轴承加润滑油
全面清理和清洁设备
检查油压滤清器
年保养
每年检查两次油压马达
启动3000 ~ 4000小时后,清洗油箱,及替换油压油
振动摩擦焊接机是通过在施加压力的状态下将线性振动能传递到热塑性塑胶产品的上下接触面,使之产生位移摩擦,所产生的摩擦热将产品完整的焊接在一起。
焊接过程分 4 个阶段
初期摩擦阶段
不稳定熔融阶段
稳定熔融阶段
安装治具时,注意事项
上治具
拧紧全固定螺丝
使用扭力扳手.
规定转力(Torque) : 100Nm.
上治具螺丝拧紧完,螺纹连接部长度要大概20 ~ 24mm,尽量使用合适的螺丝。
下治具
拧紧全固定螺丝
使用扭力扳手
振动板螺丝孔的固定螺丝连接部完成时,用螺旋钳的话,可能会断上治具固定螺丝。
上治具固定时,请注意拉力(Torque)
固定螺丝破损现象
不会调整频率
焊接时,频率不正常
焊接品质不好
发生噪音
治具替换后,作自动谐振
使用治具时,注意事项
治具重心安装工作台面的中心
不使用欣宇超声波制作的治具时,请先联络欣宇超声波确认设定条件