振动摩擦焊接机是通过在施加压力的状态下将线性振动能传递到热塑性塑胶产品的上下接触面,使之产生位移摩擦,所产生的摩擦热将产品完整的焊接在一起。
焊接过程分 4 个阶段
第 1 阶段
初期摩擦阶段
第 2 阶段
不稳定熔融阶段
第 3 阶段
稳定熔融阶段
第 4 阶段固化阶段
要正确安装上下治具才能正常调试及焊接产品.治具如下图分为上治具及下治具.
治具安装
打开隔音门,升降台面降至治具替换位置,把治具放在工作台面上. 把下治具对准活动平台安装孔
初次使用的治具的话,松开下治具调整螺丝.
在手动操作画面,按“治具替换”,在按“台面上升”,使台面上升之与位置决定孔.
固定上治具时,请先稍稍用力手工拧入上治具固定螺丝,同时检查螺丝是否容易旋进。如不是,把治具稍微调整治具位置直至容易旋入螺丝为止.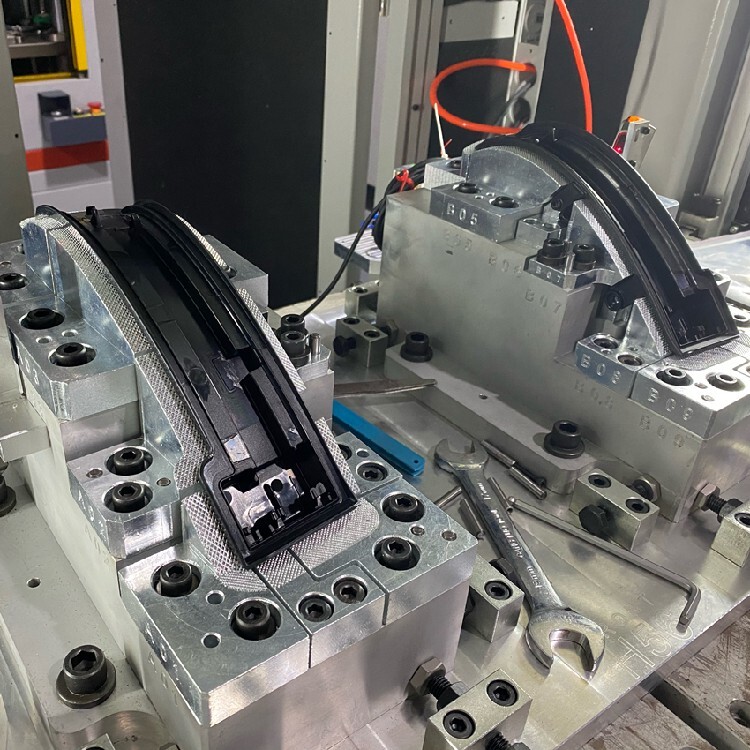
固定螺丝破损现象
不会调整频率
焊接时,频率不正常
焊接品质不好
发生噪音
治具替换后,作自动谐振
使用治具时,注意事项
治具重心安装工作台面的中心
不使用欣宇超声波制作的治具时,请先联络欣宇超声波确认设定条件