关键词 |
定制油缸,油缸供应商,长沙油缸,油缸报价及图片 |
面向地区 |
全国 |
缸筒作为油缸、矿用单体支柱、液压支架、炮管等产品的主要部件,其加工质量的好坏直接影响整个产品的寿命和可靠性。缸筒加工要求高,其内表面粗糙度要求为Ra0.4~0.8µm,对同轴度、耐磨性要求严格。缸筒的基本特征是深孔加工,其加工一直困扰加工人员。采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高缸筒疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了缸筒内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
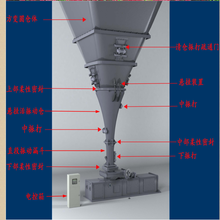
液压油缸的工作原理,主要有五个部件。先说它的基本5个部件:1-缸筒和缸盖,2-活塞和活塞杆,3-密封装置,4-缓冲装置,5-排气装置。 每种缸的工作原理几乎都是相似的,拿一个手动千斤顶来说,千斤顶其实也就是个简单的油缸了。通过手动增压秆(液压手动泵)使液压油经过一个单向阀进入油缸,这时进入油缸的液压油因为单向阀的原因不能再倒退回来,逼迫缸杆向上,然后再做功继续使液压油不断进入液压缸,就这样不断上上升,要降的时候就打开液压阀,使液压油回到油箱,这个是简单的工作原理,其他的都是在这个基础上改进的,气缸跟油缸的原理基本相同。
滚压加工 滚压加工是一种无切削加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象.
无切削加工技术安全、方便,能控制精度,几大优点: 1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。 2、修正圆度,椭圆度可≤0.01mm。 3、提高表面硬度,使受力变形消除,硬度提高HV≥4° 4、加工后有残余应力层,提高疲劳强度提高30%。 5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
运动慢的原因可能有:
1)、次运动速度快可能是因为回油管内无油,没有背压,以后再运动时,回油管可能存在背压,看一下你有什么产生背压的因素,如节流阀使用的通径是否正确、节流阀是否调节的流量太小、单向阀的阀芯是否有堵塞等。
2)、活塞上的密封圈是否有损坏或安装方式不对,使液压缸产生严重的内泄。
3)液压缸过大,所选的阀和管道通径过小,不能满足流量要求 ?
4)、你清理的是吸油滤芯还是回油滤芯?可能是回油滤芯堵了。
5)、系统压力是否测量,是否是因为系统压力达不到要求,可以重新调定一下溢流阀。
4、如果是因为泵的流量和压力引起的。好重新选型,因为一般定量泵的流量和转速要求出厂时已明确,改变后对泵的寿命有影响。而且如果泵的压力和流量变了,整个系统的部件是否有影响,能否承受,还得考虑。
液压油缸拆装的时候要注意什么啊
1、拆卸油缸之前,应先使油压回路卸压。
2、拆卸时,应防止损伤活塞杆螺纹、油口螺纹和活塞杆表面、缸套内壁等。为了防止活塞杆等细长件弯曲或变形,应用铁丝捆住悬吊放置,缸体应用垫木支撑均衡放置。
3、拆卸时要按照顺序进行。先放掉油缸两腔的油液,然后拆卸缸盖,后拆卸活塞与活塞杆。在拆卸液压缸的缸盖时,对于内卡键式连接的卡键或卡环,要使用工具,不允许锤击或硬撬。在活塞或活塞杆难以抽出时,不可强行打出,应先查明原因再进行拆卸。
4、拆卸前后要设法创造条件防止液压缸的零件被周围的灰尘和杂质污染。例如,拆卸时应尽量在干净的环境下进行;拆卸后所有零件要用塑料布盖好,不要用棉布或其他工作用布覆盖。

全国油缸热销信息