





关键词 |
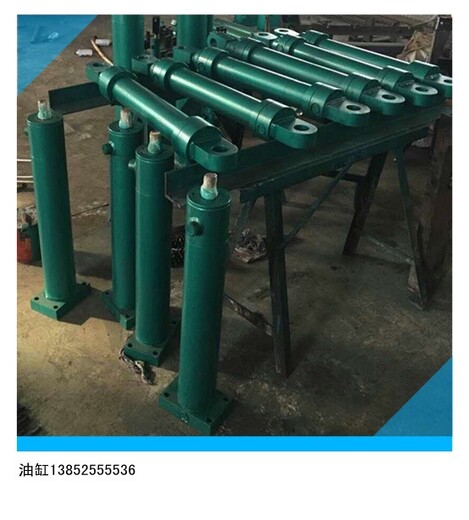
湖南YCD250油缸,西安油缸,油缸价格表,供应油缸 |
面向地区 |
全国 |
缸筒作为油缸、矿用单体支柱、液压支架、炮管等产品的主要部件,其加工质量的好坏直接影响整个产品的寿命和可靠性。缸筒加工要求高,其内表面粗糙度要求为Ra0.4~0.8µm,对同轴度、耐磨性要求严格。缸筒的基本特征是深孔加工,其加工一直困扰加工人员。采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高缸筒疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了缸筒内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。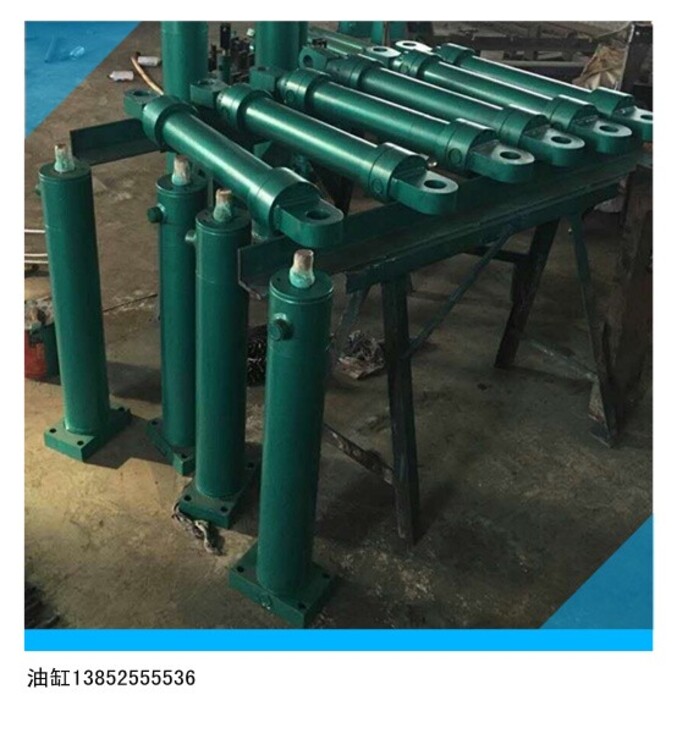
滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
无切削加工技术安全、方便,能控制精度,几大优点: 1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。 2、修正圆度,椭圆度可≤0.01mm。 3、提高表面硬度,使受力变形消除,硬度提高HV≥4° 4、加工后有残余应力层,提高疲劳强度提高30%。 5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
运动慢的原因可能有:
1)、次运动速度快可能是因为回油管内无油,没有背压,以后再运动时,回油管可能存在背压,看一下你有什么产生背压的因素,如节流阀使用的通径是否正确、节流阀是否调节的流量太小、单向阀的阀芯是否有堵塞等。
2)、活塞上的密封圈是否有损坏或安装方式不对,使液压缸产生严重的内泄。
3)液压缸过大,所选的阀和管道通径过小,不能满足流量要求 ?
4)、你清理的是吸油滤芯还是回油滤芯?可能是回油滤芯堵了。
5)、系统压力是否测量,是否是因为系统压力达不到要求,可以重新调定一下溢流阀。
4、如果是因为泵的流量和压力引起的。好重新选型,因为一般定量泵的流量和转速要求出厂时已明确,改变后对泵的寿命有影响。而且如果泵的压力和流量变了,整个系统的部件是否有影响,能否承受,还得考虑。
新出厂的装载机通常不会出现液压油温度过高现象。对管路走向、胶管长度、运动轨迹和弯曲半径进行复核,均在合理范围内,也没有发现胶管与胶管、胶管与机体发生摩擦的现象。检查油缸胶管装配质量,没有发现管接头过松、过紧以及胶管扭曲现象。进一步分析认为,胶管接头的扣压芯管与扣压外卡套的加工质量符合要求,是确保胶管不渗漏的关键我们把质量较好、无渗漏的胶管接头与出现渗漏的胶管接头分别剖开进行对比,发现2种胶管接头芯管的加工质量确实有较大的差别。
液压缸在工作时会发生生产牵引力不足,又或者是速度下降的现象,很多人都不明白是什么原因导致这一系列事故发生,这个时候就要用心一一的排查,找出问题所在。
1)活塞配合间隙过大或密封装置损坏,造成内泄漏。应减小配合间隙,更换密封件。
2)活塞配合间隙过小,密封过紧,增大运动阻力。应增大配合间隙,调整密封件的松紧度。
3)活塞杆弯曲,引起剧烈磨擦。应校直活塞杆。
4)液压缸内油液温升太高、粘度下降,使泄漏增加;或是由于杂质过多,卡死活塞和活塞杆。应采取散热降温等措施,更换油液。
5)缸筒拉伤,造成内泄漏。应更换缸筒。
6)由于经常用工作行程的某一段,造成液压缸内径直线性不良(局部有腰鼓形),致使液压缸的高、低压油互通。应镗磨修复液压缸内径,单配活塞。
全国油缸热销信息