

商品别名 |
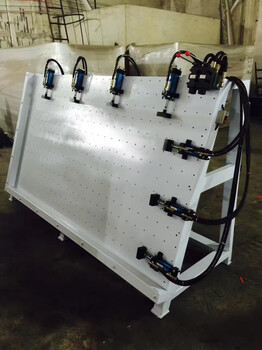
拼板机 |
面向地区 |
全国 |
以液压系统作为推动力,由高压液压油缸实现产品各项功能的实木板材加工设备,也可以实现方才拼接加工。由于采用四面旋转结构,因此该设备在操作时只需要一个上料工位,四个工作面顺序操作,木材受压力大、设备占地少、生产,是加工实木板材的优选设备。针对加工集成材过程中系统压力不稳定的情况,增加了系统自动补压系统,使加工过程中系统压力稳定,达到材料的较好的拼接效果。该设备采用分段式设计,可有效大幅减少摆放工件时间,缩短胶水开放时间,从而达到佳效果。
与旧工艺的比较:节省木材10:以生产9mm(足9mm)的成品指接板为例,以前常规的拼板机,毛料达11mm厚(干料)才能满足砂光要求,该机仅需要10mm厚的干料。再如生产17mm(足17mm)厚的成品板,旧工艺需20mm厚的干料,该机仅需18mm(干料)的毛料就能满足砂光要求了。省四边锯操作工艺:减少2个四边锯操作工,每月可节约1800元左右的四边锯操作工人的工资开支。减少工艺后,不再产生废边料:以生产17mm厚(成品)无节板杉木为例,每张指接板可节约1.00元,若每天生产100块指接板,每天就可节约100元,月可节约3000元。加工速度:每1.5分钟生产一块1220×2440板。
用简介:将涂好胶的板条放到送料台上,启动拼板机,送料推车将板条送人压机台面,PLC控制系统指令拼板机上台面压平板条后,侧压动作,对板条进行挤压拼接,动作完成后高频自动启动进行加热,加热完成,上台面抬起,侧向液压缸回位,完成一个拼接过程。拼接完成后,送料台摆好的板条送入时将次拼接的木板退出,木板落在出料台上,第二个拼接过程开始,如此循环。
要特点:该设备的设计原理是利用琴键压紧式机构,提供均衡的工件夹持和冷却效果,焊接时将工件上多余的热量快速从焊缝中导出,以减少焊缝的烧穿可能以及工件的翘曲和变形。利用本设备可单面焊双面成形。很多可焊的金属材料均可在该自动焊机上焊接,如不锈钢、碳钢、可焊铝合金及其它金属材料等。的控制系统,人性化的人机操作界面,自动化程度高,性能稳定可靠。
高频斜面拼板组框机特点:该设备采用斜试台面,取放方便,减轻劳动强度;此设备装有自动报警系统和安全防护装置,防止因操作不当造成危险;PLC与触摸屏控制系统,操作简单易懂。采用三维加压,受力均匀,生产出板材平整度好,木框精度高,是木门行业设备;多重保护与报警系统更科学、更人性化。
设备在用过一些日子之后,肯定会存在种种困状,只有找到恰当的对策,才能实现它的续用。所以,用户要对气动拼板机进行阶段性的查验,那么该如何进行呢?要看看它的漏斗处是否堆积着废料,如果有废料,那么气动拼板机是没法畅通转行的。一般来讲气动拼板机在用了一个季度后,机内的用油需要换新的,因为是出厂前配备的,只是用来试用的,所以换新有利于维护机器。气动拼板机上的任何机位都不能过度地挤压,要不然会阻碍板材的输送。值班的人要在气动拼板机用完后清理干净余料,并且加注防止生锈的剂料。
最近来访记录
