关键词 |
济宁新款信号灯,信号灯价格,济宁信号灯,供应信号灯 |
面向地区 |
全国 |
LED(发光二极管)是开发生产的一种新型光源,具有耗电小(电流只有10~20mA)、亮度高(光强可达上万个mcd)、体积小(直径小可达3mm)、重量轻(一颗发光二极管仅重零点几克)、寿命长(平均寿命10万小时)等优点。现已逐步代替白炽灯、低压卤钨灯制作道路交通信号灯。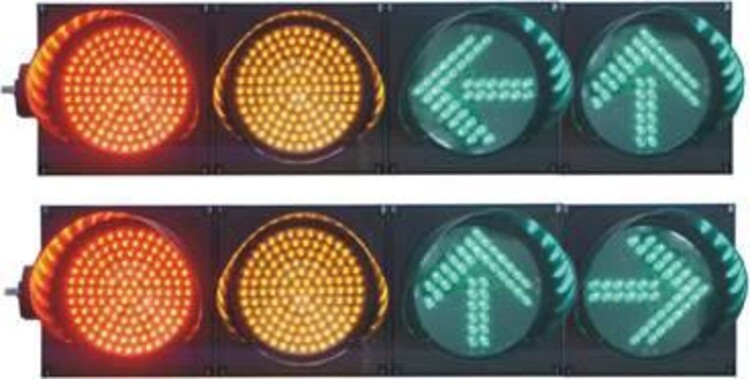
可以分为定时控制、感应控制、自适应控制。
定时控制
交叉口交通信号控制机均按事先设定的配时方案运行,也称定周期控制。一天只用一个配时方案的称为单段式定时控制;一天按不同时段的交通量采用几个配时方案的称为多段式定时控制。
基本的控制方式是单个交叉口的定时控制。线控制、面控制也都可用定时控制的方式,也叫静态线控系统、静态面控系统。
信号灯杆生产工艺流程
卷板开平--原材料检验无问题入库--出库--卷杆车间--裁剪下料--模压卷杆--砂纸打磨除锈--埋弧焊接--补焊打磨--整杆--相贯线切割下料(开门、开孔、断料、齐头)--平板激光下料--焊接制作(上工装、打样)--焊接方法:气保焊、氩弧焊、激光焊、电焊)--焊接工艺:外焊、内焊、点焊、分段焊、满焊、铆钉焊--打磨--热镀锌--喷塑--整杆--攻丝--打腻子--机械打磨--人工打磨 --粗磨 --精磨--喷涂--烘烤--出炉--检查--修复--检查--组装--检查--包装 (普通气泡袋+毛毡包装+法兰胶条+无纺布+包装薄膜、打木架、木托、装车、发货清单、到货签收)
泰耀照明预埋件的制作
采用Q235圆钢根据灯杆的高度、灯型计算预埋件尺寸下料(圆钢的长度 、直径)然后车牙(丝牙长度一般是6-10公分)
箍筋:一般是采用直径6-10mm的圆钢制作(根据预埋件的高度,分为2-3层)
面板:根据实际情况而定厚度采用3mm以上的钢板制作
弯钩:预埋件下口一般打往外的弯钩,弯钩的弧度一般不低于120度 长度在10公分以内
镀锌;根据客户需求一般冷镀比较多,热镀会损害丝牙
泰耀照明工序
卷杆:锥度比正常情况在千分之11-13,大千分比不超过9-15,否则变形量会很大
口径误差:锥度杆下口径一般在5mm左右,八角杆和12边形杆下口径一般5-10mm
泰耀照明焊接:薄板4mm以内,每米有气孔、砂眼或者焊瘤(如下图)1-2个,4mm以上的气孔、砂眼或者焊瘤2米
允许1-2个,板材厚度越厚,焊接表面相对更加光滑平整,厚板焊接是情况要打坡口焊接。(板材如有锈迹、油污或者因板材质问题都会导致焊缝不美观、不光洁,气孔、焊渣较多的现象。综上所述焊接工艺一般情况下是由原材料、焊接技能以及焊剂所决定。
锈迹:板材有锈迹先人工对有锈迹处焊缝进行打磨,然后在进行焊接 ,焊剂要球干燥质量要好,煜工师傅要对不同厚度板材进行调整电流 电压以及焊速。
精工下料
泰耀照明焊接工艺分为气保焊 、氩弧焊、激光焊、电焊
焊接顺序:精工下料后根据不同的杆形先做工装,进行首件打样(参与人员有技术部负责人生产部负责人质检负责人及一线焊工组组长)。确认无误达标后方可进行批量生产。
泰耀照明打磨:一般采用角磨机、磨头钻进行人工打磨至光滑平整。
泰耀照明电焊:电焊是指利用电能,通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子结合的焊接方法。用于电焊的加工设备叫电焊机,采用焊条焊接,对焊工技术要求较高,不容易掌握。焊接水平高(如鱼鳞焊),无需打磨处理。
泰耀照明通常使用的焊接工艺有打坡口焊接,阴焊(内焊)、阳焊(外焊)、铆钉焊、套焊、撞焊、拼焊、分段焊、均匀焊、点焊、满焊。
泰耀照明镀锌的作用是保护灯杆不受腐蚀,镀锌方式有热镀锌、 冷镀锌、渗锌。
热镀锌:(成品酸洗-水洗-加助镀液-烘干-挂镀-冷却 药化-清洗-打磨-热镀锌完工),要求
均值厚度达到85μm以上
纳米渗锌:(成品抛丸除锈处理-浸锌液-高温烘烤使钱辛液附着于杆件),锌层厚度均值30-35μm
交通指挥灯是非裔美国人加莱特摩根在1923年发明的。此前,铁路交通已经使用自动转换的灯光信号有一段时间了。但是由于火车是按固定的时刻表以单列方式运行的,而且火车要停下来不是很容易,因此铁路上使用的信号只有一种命令:通行。公路交通的红绿灯则不一样,它的职责在很大程度上是要告诉汽车司机把车辆停下来。