
产品别名 |
9Cr18Mo圆钢 |
面向地区 |
高钨不锈钢可广泛用于精密的仪器中,特别是在航空产品中作用很大。高钨不锈钢零件电镀硬铬可提高其硬度、耐磨性、耐腐蚀性等,但易出现漏镀、局部偏薄等缺陷。本工作采用一些特殊工艺措施来航空产品中高钨不锈钢零件电镀硬铬的质量。
1、工艺
1.1镀铬工艺流程
零件→吹湿砂→碱性除油→热水洗→冷水洗→活化→冷水洗→镀铬→除氢。
1.2镀铬前处理
(1)吹湿砂高钨不锈钢的化学性质很稳定,不易被活化。在前处理中采取吹湿砂处理,以活化其表面。与吹干砂相比,吹湿砂能使高钨不锈钢表面更细,更适合于精密零件,同时还具有污染小的优点。吹湿砂的零件在清洗后可立刻进行电镀铬,接下来的除油和活化工序可省略,若还要进行其他工序,则在吹干后再进行其他的工序。
(2)除油高钨不锈钢电镀铬前的除油和常规镀铬的除油工艺方法大体相同,可以选用有机溶剂除油、电化学除油、化学除油的方法,零件表面清洁至水膜不破。若采用电化学除油应避免阴极除油以防氢脆发生。
本试验采用的除油方法为:Oakite45~60g/L,50~60℃,10~12min。
(3)活化除油后活化,以电沉积硬铬时具有良好的结合力。高钨不锈钢的活化在2530mL/LH2SO4(p=1.84g/cm3)溶液中进行,室温下浸渍2~5min即可。
1.3电镀硬铬
与一般不锈钢材料电镀硬铬相同,在电镀前应对不镀部分进行绝缘保护,零件经前处理后浸入50~60℃的热水中预热,使零件的温度与电镀硬铬镀液的温度趋于一致。零件应带电人槽,采用阶梯小电流。阶梯小电流大小因面积不同应作相应的调节,面积小时阶梯小电流应减小,面积大时阶梯小电流应增大。对形状复杂的零件,所用的阶梯小电流停留时间较长,且停留时间随电流的增大而缩短,效果很好。
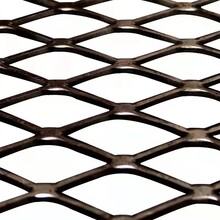
调节器盖零件(材料为AMS5616,质量分数为0.17%C,13%Cr,2%Ni,3%W)底平面电镀硬铬时,由于底平面形状(见图1)较为复杂,虽然采用吹湿砂活化表面,但因为电镀过程中零件内腔溶液流通量不足,底平面的活化不够充分,会出现一圈小面积漏镀。传统的阶梯小电流不能完全解决漏镀问题。如采用停留较长时间阶梯小电流法(5A停留15min,10A停留10min,15A停留5min)。不锈钢易钝化,沉积铬过程中过电位较小,相对于一般不锈钢不易被活化。停留较长时间的阶梯小电流送电使阴极(即零件和挂具)在较长一段时间内产生大量的新生态氢原子,且随着电流的增大,新生态氢原子会相应地增加。这些新生态氢原子具有的还原能力,使不锈钢表面的钝化膜不断地得到还原,从而使零件表面得到活化,尤其是阶梯小电流中的大电流能充分活化零件的复杂部位。
停留较长时间的阶梯小电流送电加上吹湿砂的前处理不仅有利于提高镀层与基体的结合力,更有利于镀层的完整,确保电镀质量。本处理工艺对不锈钢基体的损伤是很小的。此后用1.5~2.0倍的正常电流密度冲击镀30~60s,可在较短时间内生成致密且结合力良好的薄铬层。对于形状较复杂的零件这种冲击镀是的,它可有效地镀层的完整性,在这之后恢复正常电流密度进行电镀硬铬。
1.4镀后处理
零件电镀硬铬处理后在4h内进行除氢处理,温度为190qC,时间3h,以防止氢脆。
2、结论
高钨不锈钢合金电镀硬铬工艺因钨含量较高而具有特殊性,采用吹湿砂和停留较长时间阶梯小电流送电2种特殊方法处理,较好地解决了零件特别是复杂零件的漏镀问题,且结合力好,对不锈钢基体损伤小。用本工艺电镀硬铬符合性能技术要求:试片断裂后,无镀铬层与基体分离;在总面积为0.098m2上有不超过15个立点或凹坑且深度不大于8.47×10-3m;硬度≥850HV。
最近来访记录