关键词 |
销售橡胶筛网,橡胶筛网安装,朔州橡胶筛网,橡胶筛网报价及图片 |
面向地区 |
全国 |
产地 |
山东 |
用途 |
筛网 |
规格 |
多种 |
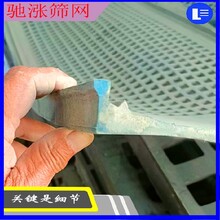
橡胶筛网制造简单,噪音低,增加了柔性度,降低了框架的重量,降低了振动筛的振动能耗,筛分率高且使用寿命长,是由橡胶混炼而成的,橡胶筛网包括边框、筛网孔、螺口和钢筋;边框上下各设有二个用于固定筛网的螺口,边框和钢筋固定在筛网孔的周边,筛网孔的每个交叉点处均固定焊接,钢筋为双钢筋结构,边框表面可以为各种颜色的橡胶,橡胶筛网中边框和钢筋的表面采用合成胶料加入橡胶配合剂混炼而成,使得橡胶与边框和钢筋之间有高强度粘结性,使橡胶筛网在工作中有很好的拉伸性;橡胶筛网的耐疲劳强度,延长了振动筛网的使用寿命,降低了工人的劳动强度和生产成本。
原材料准备:
1.橡胶筛板的主要原料是以生胶为基本材料,而生胶就是生长在热带,亚热带的橡胶树上通过人工割开树皮收集而来。
2多种配合剂:是为了改善橡胶制品的某些性能而加入的辅助材料。
3.纤维材料有〔棉、麻、毛及各种人造纤维、合成纤维和金属材料〔钢丝、铜丝是作为橡胶制品的骨架材料,以增强机械强度、限制制品变型。
在原材料准备过程中,配料按照配方称量准确。为了使生胶和配合剂能相互均匀混合,需要对材料进行加工:
生胶要在60--70℃烘房内烘软后,再切胶、破胶成小块;
配合剂有:块状的,如石蜡、硬脂酸、松香等要粉碎;
粉状的若含有机械杂质或粗粒时需要筛选除去;
液态的,如〔松焦油、古马隆需要加热、熔化、蒸发水分、过滤杂质;
配合剂要进行干燥,不然容易结块、混炼时若不能分散均匀,硫化时产生气泡,会影响产品质量;
橡胶筛网原材料的塑炼
生胶富有弹性,缺乏加工时必需的可塑性性能,因此不便于加工。为了提高其可塑性,所以要对生胶进行塑炼;这样,在混炼时配合剂就容易均匀分散在生胶中;同时,在压延、成型过程中也有助于提高胶料的渗透性〔渗入纤维织品内和成型流动性。
将生胶的长链分子降解,形成可塑性的过程叫做塑炼。
生胶塑炼的方法有机械塑炼和热塑炼两种。机械塑炼是在不太高的温度下,通过塑炼机的机械挤压和摩擦力的作用,使长链橡胶分子降解变短,由高弹性状态转变为可塑状态。热塑炼是向生胶中通入灼热的压缩空气,在热和氧的作用下,使长链分子降解变短,从而获得可塑性。
橡胶筛网加工指以天然及合成橡胶为原料,生产各样橡胶筛网的过程。
橡胶筛网基本特征:
1.橡胶筛网制品成型时,经过大压力压制,其因弹性体所俱备以内聚力没法消除,在成型离模时,常常产生极不稳固的缩短(橡胶的缩短率,因胶种不同而有差别),必要经过一段时间后,才能缓和稳固。所以,当一橡胶筛网设计之初,无论配方或模具,都需慎重计算配合,若否,则简单产生筛网尺寸不稳固,造成筛网质量低沉。
2.橡胶属热溶热固性之弹性体,塑料则属于热溶冷固性。橡胶因硫化物种类主体不同,其成型固化的温度范围,亦有相当的差距,甚至可因天气改变,室内温湿度所影响。所以橡胶筛网的生产条件,需随时做适量的调整,若无,则可能产生筛网质量的差别。
橡胶筛网在加工时,橡胶为何要塑炼
橡胶塑炼目的在于使橡胶在机械、热、化学等作用下切短大分子链,使橡胶临时失掉其弹性而使可塑性增大,以知足制造过程中的工艺要求。如:
使配合剂易于混入,便于压延压出,模压花纹清楚,形状稳固,增添压型、注压胶料的流动性,使胶料易于渗透纤维,并能提升胶料溶介性及粘着性。自然一些低粘度、恒粘度橡胶有时也不必定塑炼,国产标准颗粒胶,标准马来西亚橡胶(SMR)。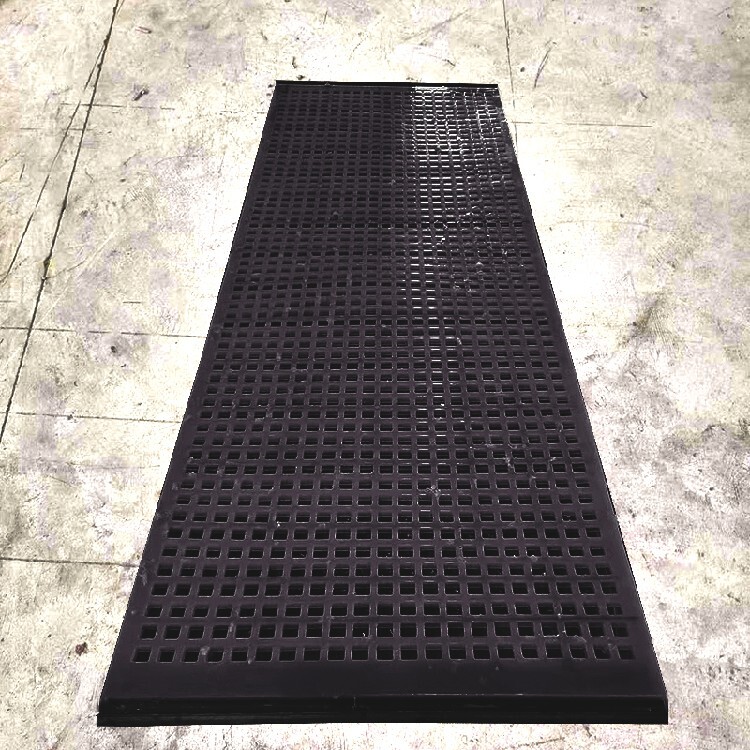
橡胶筛网在加工中容易出现的问题-气泡 及解决方案
常见的有大气泡和薄皮气泡两种。大气泡表现为橡胶接头体表面存在体积较大的气泡。大气泡产生的原因及解决方法如下:
1制品硫化不充分,导致橡胶制品表面有大气泡,割开其内部呈蜂窝海绵状。解决方法;延长硫化时间,提高硫化温度。硫化时有足够的压力。调整配方,提高硫化速度
2橡胶-金属粘接不良会引起粘结部位残留大量气体,加压时气体收缩。一旦撤去压力,气体扩散,橡胶层较薄且面积较大的橡胶和金属之间会出现气泡。解决方法; 以1中所述方法解决
3有气体裹入胶料,气体不易排除,随胶料一起硫化,从而在制品表面出现气泡。解决方法;增加模具合模后放气次数。对模具进行抽真空。提高混炼胶温度。采用门尼粘度较高的橡胶。入料前挑破胶料上的气泡。改进开炼机混炼工艺,尽量避免气体混入胶料。改进注压条件,使胶料能较慢的进入模具型腔。改进模具的排气槽、溢料槽等
4 胶料配方中有易挥发物。解决方法;注意调节适当的硫化条件,温度不宜太高。使用的各种原料应注意使用前的防潮工作,必要时可以进行干燥。减少使用硫化时产生气体等小分子物质的原料。减少使用低沸点的增塑剂、填充油、软化剂
薄皮气泡表现为产品橡胶部分表皮浅层存在一定数量的小气泡。薄皮气泡产生的原因及解决方法如下所示。
5硫化条件,硫化剂配合不恰当。解决方法;注意调节适当的硫化条件,温度不宜太高。调节适当的促进剂比例,不宜过高
6 混炼中部分装橡胶原辅材料的塑料袋,未融化,并均匀分散在混炼胶中。解决方法;提高混炼温度。尽量去掉塑料包装袋