





关键词 |
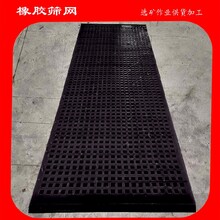
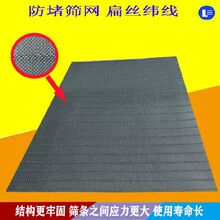
高弹性橡胶筛网,橡胶筛网参数,长治橡胶筛网,加工橡胶筛网 |
面向地区 |
全国 |
产地 |
山东 |
用途 |
筛网 |
规格 |
多种 |
基本工艺流程
橡胶筛板、筛网种类繁多,但生产工艺过程,却基本相同。以一般固体橡胶生胶为原料的橡胶制品的基本工艺过程包括:塑炼、混炼、压延、压出、成型、硫化6个基本工序。当然,原材料准备、成品整理、检验包装等基本工序也少不了。
橡胶筛板的加工工艺过程,主要是解决塑性和弹性性能这个矛盾的过程,通过各种工艺手段,使得弹性的橡胶变成具有塑性的塑炼胶,再加入多种配合剂制成半成品,然后通过硫化使具有塑性的半成品又变成弹性高、物理机械性能好的橡胶筛板。
橡胶筛网原材料的塑炼
生胶富有弹性,缺乏加工时必需的可塑性性能,因此不便于加工。为了提高其可塑性,所以要对生胶进行塑炼;这样,在混炼时配合剂就容易均匀分散在生胶中;同时,在压延、成型过程中也有助于提高胶料的渗透性〔渗入纤维织品内和成型流动性。
将生胶的长链分子降解,形成可塑性的过程叫做塑炼。
生胶塑炼的方法有机械塑炼和热塑炼两种。机械塑炼是在不太高的温度下,通过塑炼机的机械挤压和摩擦力的作用,使长链橡胶分子降解变短,由高弹性状态转变为可塑状态。热塑炼是向生胶中通入灼热的压缩空气,在热和氧的作用下,使长链分子降解变短,从而获得可塑性。
橡胶筛网的质检
1.外观检验
筛板表面应整洁,无飞过,毛剌等,且不允许有杂质,无明显划痕,泡状突起.表面纹路自然,表面无可见的微粒,无折射缺陷及浇注口印迹,流痕等. 目测和手感
2.尺寸检查
橡胶筛板尺寸按规定程序批准的产品设计图纸和各相关的GB标准制造,符合产品图样或技术文件的要求. 卷尺和卡尺
3.耐燃油性检查
样品在40OC的环境温度下,放在燃油中浸泡48h后,其本积变化率应小于10%,硬度变化为-25RHD以内,拉断强度变化率应在-35%以内,拉伸变化率在-20%以内。
橡胶筛网的质检(二)
4.耐润滑油性检查
样品在70OC的环境温度下,放在润滑油中浸泡72h后,其体积变化率在-10%~+15%之间,硬度变化为-5~+10RHD之间,拉断强度变化率应在10%以内,伸长变化率在-30%以内。
5.硬度检查
筛板硬度应符合产品图纸或技术文件的要求。常用橡胶件的材质及硬度值,仅作为一般批产件验收参考,如有特殊要求时,请以经确认的技术要求执行。
橡胶制品分类(二)
橡胶制品按原材料分,橡胶制品可分为干胶制品及胶乳制品两大类。凡以干胶为原料制得的橡胶制品统称干胶制品,如轮胎、胶带、胶管等。这类产品产量占橡胶制品产量的90%以上。凡直接从胶乳制得的产品统称胶乳制品,如胶乳手套、气球、海绵等。这类产品产量不到橡胶制品总产量的10%。
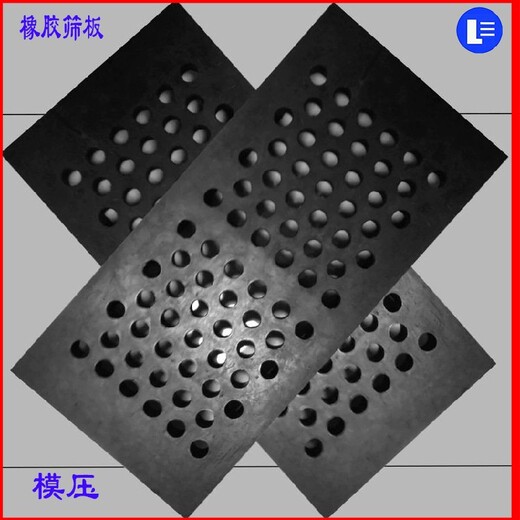
橡胶制品按生产方法分,橡胶制品可分为模型制品和非模型制品。凡橡胶在金属模型中定型并硫化的制品,均可统称为模型制品,如轮胎、橡胶密封制品及橡胶减震制品等。但在橡胶工业中习惯地将模型制品理解为除轮胎以外的橡胶模型制品。凡不在模型中定型并硫化的产品,统称为非模型制品,如胶带、胶管、胶布、胶辊等。有的橡胶制品(如胶鞋等)可用模型法和非模型法生产。
橡胶筛网在加工时,橡胶为何要塑炼
橡胶塑炼目的在于使橡胶在机械、热、化学等作用下切短大分子链,使橡胶临时失掉其弹性而使可塑性增大,以知足制造过程中的工艺要求。如:
使配合剂易于混入,便于压延压出,模压花纹清楚,形状稳固,增添压型、注压胶料的流动性,使胶料易于渗透纤维,并能提升胶料溶介性及粘着性。自然一些低粘度、恒粘度橡胶有时也不必定塑炼,国产标准颗粒胶,标准马来西亚橡胶(SMR)。
全国橡胶筛网热销信息