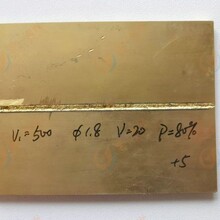
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
随着科学技术的不断发展,许多工业技术上对材料特殊要求,应用冶铸方法制造的材料已不能满足需要。由于粉末冶金材料具有特殊的性能和制造优点,在某些领域如汽车、飞机、工具刃具制造业中正在取代传统的冶铸材料,随着粉末冶金材料的日益发展,它与其它零件的连接问题显得日益,使粉末冶金材料的应用受到限制。
激光焊接在电子工业中,特别是微电子工业中得到了广泛的应用。由于激光焊接热影响区小、加热集中迅速、热应力低,因而正在集成电路和半导体器件壳体的封装中,显示出特的性,在真空器件研制中,激光焊接也得到了应用,如钼聚焦极与不锈钢支持环、快热阴极灯丝组件等。传感器或温控器中的弹性薄壁波纹片其厚度在0.05-0.1mm,采用传统焊接方法难以解决,TIG焊容易焊穿,等离子稳定性差,影响因素多而采用激光焊接效果很好,得到广泛的应用。
在其他行业中,激光焊接也逐渐增加特别是在特种材料焊接中国内进行了许多研究,如对BT20钛合金、HEl30合金、Li-ion电池等激光焊接,德国开发出了一种用于平板玻璃的激光焊接新技术。
焊接柔性化技术也是我们着力研究的内容。在未来的研究中,我们将各种光、机、电技术与焊接技术有机结合,以实现焊接的化和柔性化。用微电子技术改造传统焊接工艺装备,是提高焊接自动化水平淡的根本途径。将数控技术配以各类焊接机械设备,以提高其柔性化水平,是我们当前的一个研究方向;另外,焊接机器人与系统的结合,实现自动路径规划、自动校正轨迹、自动控制熔深等功能,是我们研究的。
它用来焊接薄金属件,在两个电极间夹紧被焊工件通过大的电流熔化电极接触的表面,即通过工件电阻发热来实施焊接。工件易变形,电阻焊通过接头两边焊合,而激光焊只从单边进行,电阻焊所用电极需经常维护以清除氧化物和从工件粘连着的金属,激光焊接薄金属搭接接头时并不接触工件,再者光束还可进入常规焊难以焊及的区域,焊接速度快。