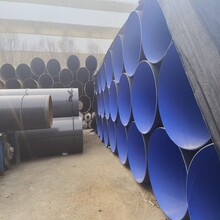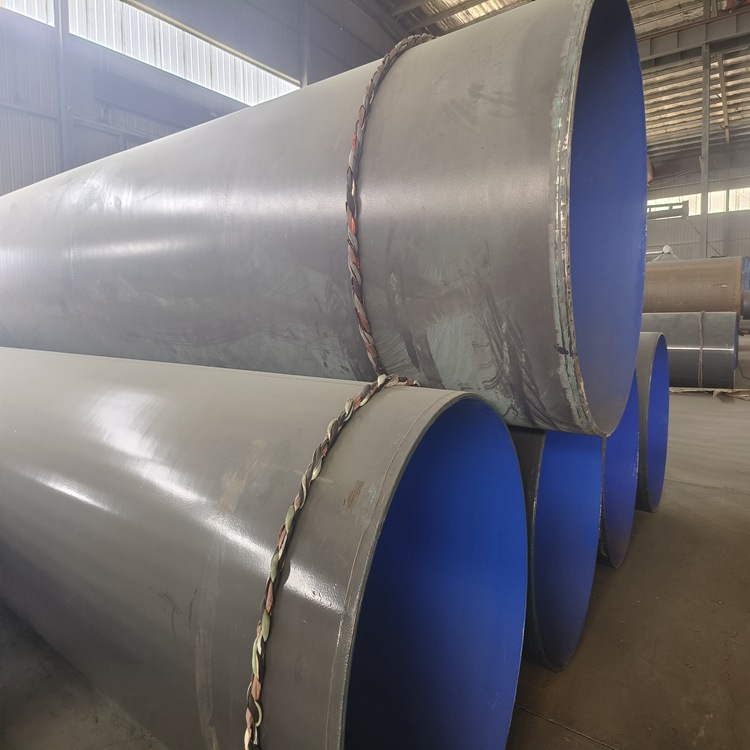










在3pe防腐钢管生产中涂覆胶粘剂与环氧粉末胶化中同时进行,采用侧向缠绕工艺时确保搭接部分的聚及焊缝两侧的聚辊压密实【段落-无缝钢管】,带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊,成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理,钢管应做机械性能试验、拉伸试验、弯曲试验、压扁试验、导向弯曲试验以及液压试验,并要达到规定的要求,钢管应能承受一定的内压力试验压力为5.05Mpa,保持时间不小于5S,实验中,钢管不出现渗漏现象, 根据管径的大小及温度差异,采取2~4段冷却水进行逐段分次的冷却,钢管冷却温度不得60℃,这样确保熔结环氧涂层固化.