平板的送料机又俗称冲床送料器,一般用于机箱机柜冲孔,然后折弯成型;数控平板冲孔,落料件,与钣金厂家普通冲床配套使用,能实现数控送料,率生产,是人工生产的两倍以上;数控送料机是辅助冲床使用的,能把普通冲床人工冲件,升级为数控自动化生产,送料机价格不高,被广大冲压行业所喜爱。
送料机与普通冲床配套加工中,首要应用于不一样类型的钣金冲压、网板、落料或许接辽等商品,在编程的过程中能够设置主动循环拼接式编程以削减板料的变形。数控系统自动回原点(相对原点)定位,可削减重复对孔的麻烦,然后运用程序执行数控冲压、自动送料、自动回位以及主动检查。
数控设备一般都具有智能化人性化等众多优点,即便这样操作数控设备时,也一定要遵循各种设备相应的安全操作规程。只有科学的操作方法,才能使设备发挥大的效率,并减少事故及设备故障的发生,这是企业提高生产效率的关键。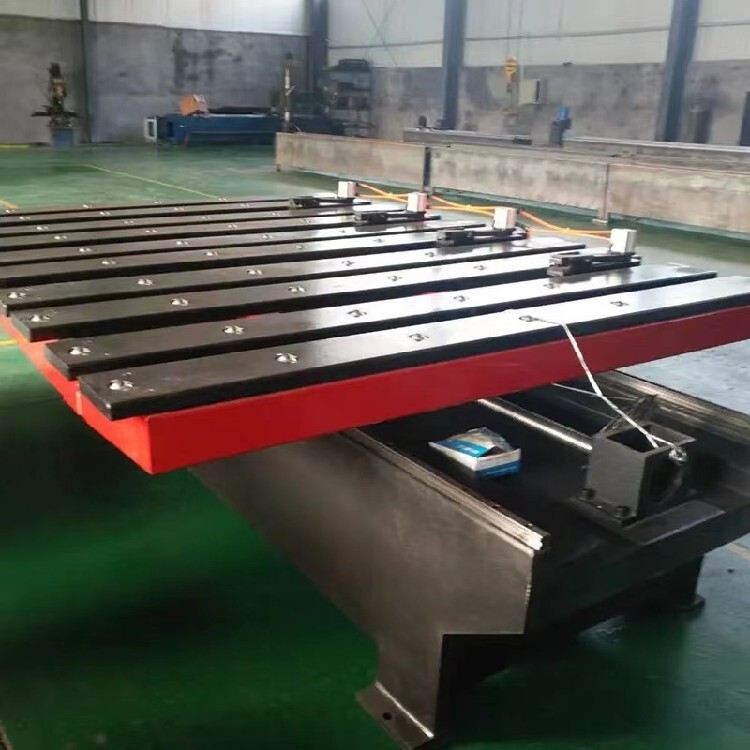
数控机床送料机有较高的准确度,并且又环保,又省时,还大大淘汰了劳动强度。是一种配合可连续循环加工物料的数控车床实现自动送料,从而提高设备的加工效率和自动化程度的送料机器。在平时的工作中基本上是需要每天都要进行检查的,这个检查只要用观察油压元件的工作状态就可以了,可以快速发现问题所在。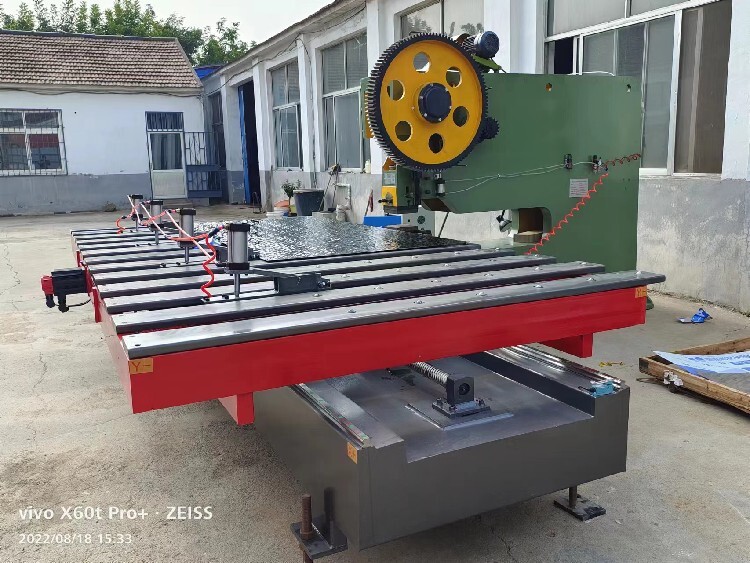
在工作过程中也不能掉以轻心,要多多观察油温表的变换,特别要注意随时让油温控制设备和压力控制阀处于工作状态之下,并且反应迅速,通过压力指示器观察滤油器是否堵塞,还要注意油压设备是否有漏油的现象,出现漏油一般都是由于油温太高。
较为常见的问题是材料在输送过程中出现的打滑跑偏现象,此时需按照随机说明书上的方法予以解决: 1、材料本身质量问题导致蛇行、跑偏现象的出现。应先需检查材料本身的质量,看材料是否有不平整、弯曲、厚度不均匀、料边毛边过多的现象,若存在则更换合格卷料。 2、NC送料机送料轮压力不足。对压料弹簧进行调节,增加压力并左右压紧力度一致,同时要确保压料弹簧是否有压紧材料,以无法用手拉动材料为准。 3、NC送料机固定方向上误差。上模脱料不良而造成拉料,检查卷料宽度与模具导料板位置是否适当,或模具与送料机是否成一条直线,检车挡料板及托料板是否有毛边或异物。 4、NC送料机对材料的调整不合适。整平机与NC送料机的速度搭配或整平机与NC之间的距离是否恰当,材料弧度与高度是否符合要求,冲床速度是否适当。 5、送料机突发误差。滚轮与伺服马达之间的传动间隙过大,将皮带进行调紧,检查卷料的长、宽、厚是否标准。
数控送料机的性能特点:与普通冲床相配套使用,自带模具库管理,实现板材自动重定位,可实现一键式操作、断点加工、计件显示、设备空运行诊断等功能;控制系统采用伺服数控系统,操作灵活方便; 设备具有多项自动保护功能,避免损坏设备、防止损伤操作人员;主要应用于孔的种类不多的钣金冲压、网孔板、落料等产品,可实现自动编程、自动定位、自动送料、自动回位等数控冲床的冲压功能及效果;系统具有自动搜索模具功能,并显示冲压时间、模具寿命等控制电缆采用屏蔽电缆,可有效防止干扰,有拖链、防油、防水、防污染;
直流伺服系统虽有优良的调速性能, 但由于其在结构上采用了易磨损的电刷和换向器, 一方面需要经常维护,另外,由于换向火花,使电动机的高转速受到了限制;另一方面, 直流电动机结构复杂、制造困难、材料消耗大,因此制造成本较高。
交流伺服电动机亦称为无刷直流伺服电动机, 它与直流电动机相比, 由于无换向器, 故克服了以上缺点, 从而提高了数控冲床送料机的可靠性、快速性和整体性能。近年来, 随着新型大功率电力电子器件的出现, 新型变频技术, 现代控制理论以及数字控制技术等技术的发展, 交流伺服系统也取得了快速发展,在中小功率的伺服驱动系统上,有全面取代直流伺服驱动的趋势。



