挤塑板生产设备由两组挤出机串联而成,主要设备有喂料系统;75平行双螺杆挤出机;换网器;150挤出机;发泡剂高压注入系统;模具;定型牵引机组;输送架;边条切割机;长度切割锯组成。辅助设备还有挤塑板表面拉毛机;回收造粒机;边缘成型机;开槽机;自动包装机等。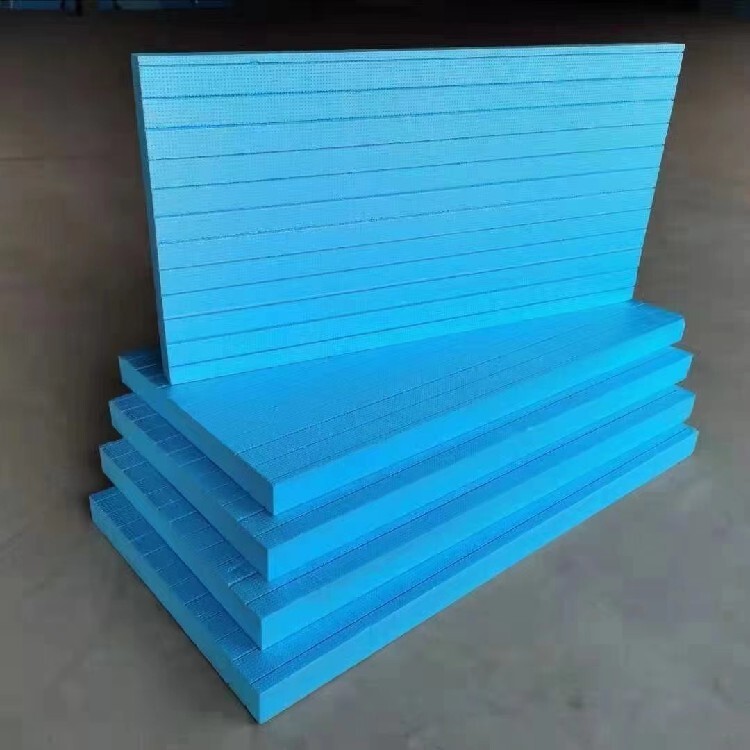
挤塑板的生产工艺包括以下方面:通用级聚苯乙烯与成核剂、助燃剂等通过喂料机进入级塑料挤出机,在挤塑机内充分塑化后再注入发泡剂(目前常用的是氟利昂,环保型的二氧化碳发泡剂也在逐步推广中),发泡剂在第二级挤出机中与其他原料充分混合和冷却后通过模具挤出,在模具挤出后压力迅速释放,被塑料包裹的发泡剂迅速膨胀形成密闭的泡孔,在泡孔的作用下聚苯乙烯塑料形成了有蜂窝状密闭泡孔的发泡板。再经过定型牵引机将板材定型为所需的厚度和宽度,经过切割成型即可。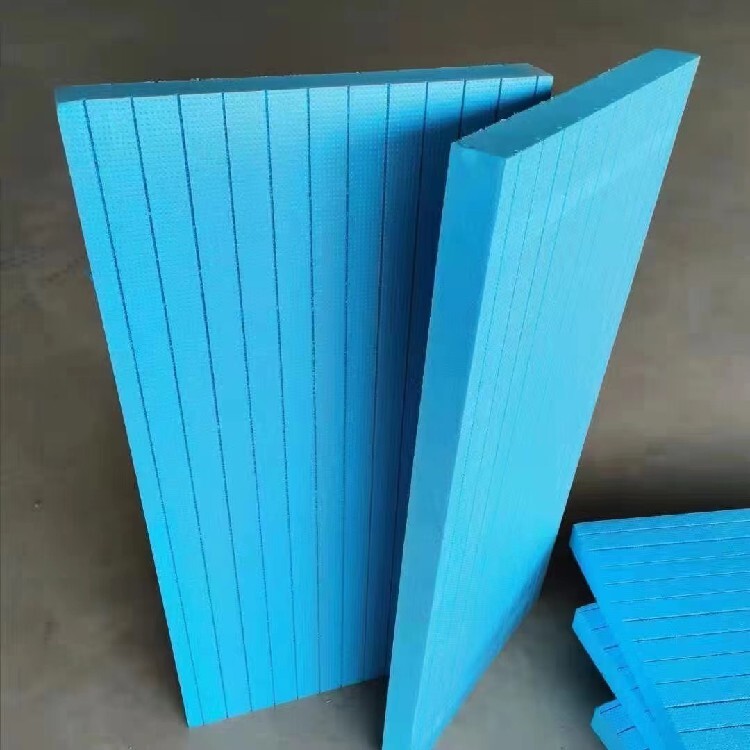
厚度为2-10公分的挤塑板,一般是在建筑物外墙表面用特制粘结胶粘结到基层上,外侧用阻燃玻璃纤维网及水泥粘结胶浆保护层“天衣无缝”地裹上一层,形成外墙保温体系。也就是说,很多在建楼房都是用挤塑板保温、隔热,从头到尾都穿了一层轻型“保温大衣”。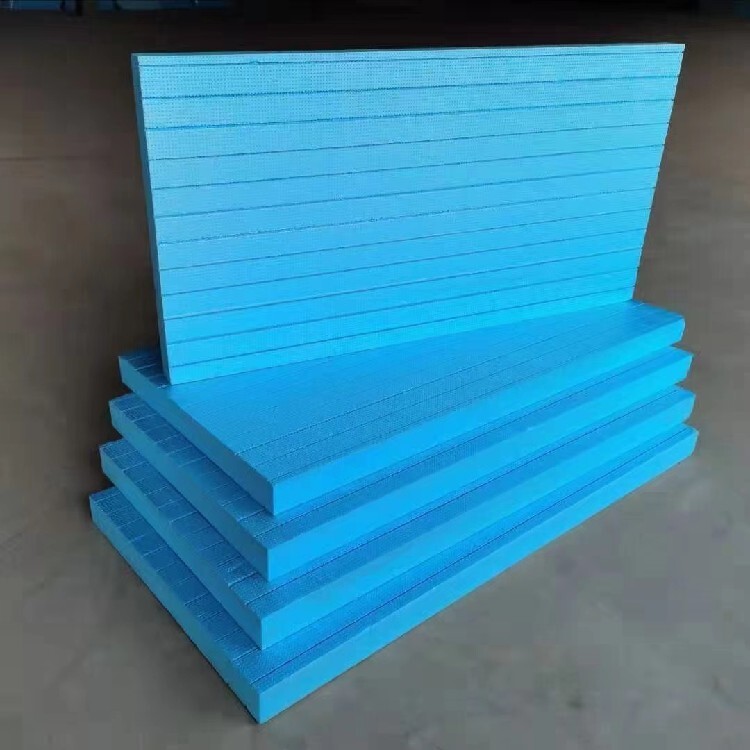
普板和阻燃板的大区别是有没有添加阻燃剂,重量稍轻:阻燃板每方32公斤以上,普板只有28-31公斤左右。“阻燃剂的价格很高,阻燃板的成本因此也大幅度提高。”没加阻燃剂的普板阻燃效果不好,甚至可以说阻燃率为零。这种板子的价位比较便宜,每立方340元;有多种规格,2公分到10公分等多种型号,其价格不一样。阻燃板分B1、B2级,详见GB8624-1997(老标准),阻燃板对生产技术要求高,阻燃效果好,能有效保障施工安全,减少工程风险和损失。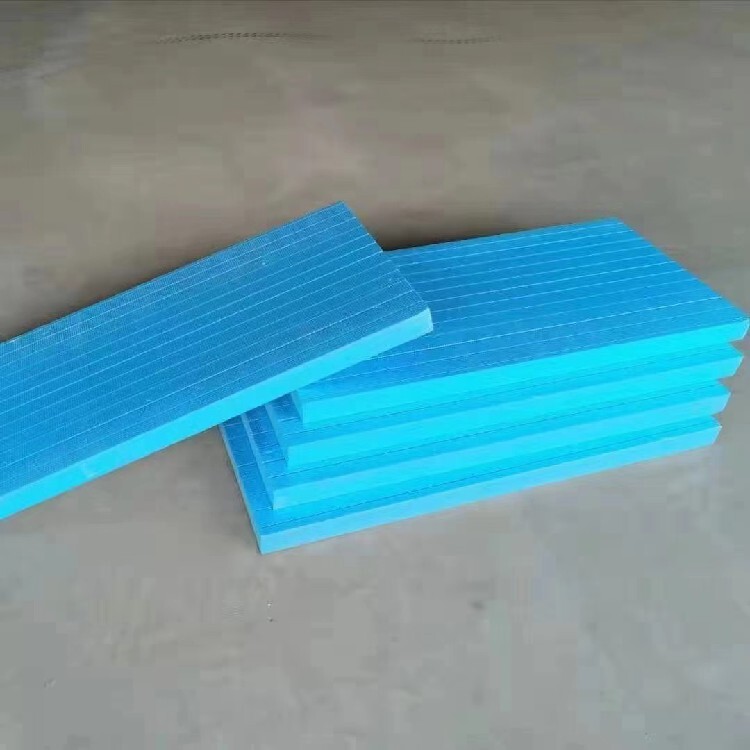
安装挤塑板
1)标准板规格尺寸为1200*600,对角线误差小于2,挤塑板用电热丝切割器或工具刀切割,尺寸允许偏差为±1.5。
2)网格布翻包:门窗洞口、变形缝两侧等处的挤塑板上预粘网格布,总宽度约200,翻包部分宽度为80,具体做法如下:网格布裁剪长度为180加板厚。在翻包部位抹长度为80宽度为2的粘结剂,然后压入80长的网格布,余下的甩出备用。
3)将配置好的粘结剂涂抹在挤塑板的背后,粘结剂压实厚度约为3,为粘结牢固,粘结方法可采用条粘法和条点法。
4)条粘法:用齿口镘刀将粘结剂水平方向均匀的抹在挤塑板上,条宽10,厚度10,中距50。
5)条点法:用抹子在每块挤塑板周边及中间抹宽50,厚度为10的粘结剂,再在挤塑板分隔区内抹直径为100,厚度为10的灰饼。
6)将抹好粘结剂的挤塑板迅速粘贴在墙面上,以防止表面结皮而失去粘结作用。不得在挤塑板侧面涂抹粘结剂。
7)挤塑板粘上墙后,应用2米靠尺压平操作,其平整度及粘贴牢固,板与板之间要挤紧,不得有缝,因切割不直形成的缝隙,用挤塑板条塞入并磨平。每粘完一块板,应将挤出的粘结剂清除。
8)挤塑板粘贴应分段自下而上沿水平方向横向铺贴,每排板应错缝1/2板长,局部小错缝不得小于100。
安装固定件:
1)固定件在挤塑板粘贴8小时后开始安装,并在其后24小时内完成。按设计要求的位置用冲击钻钻孔,孔径10,钻入基层墙体深度约为60,固定件锚入基层墙体的深度约为50,以确保牢固可靠。
2)固定件个数按设计说明要求设置。
3)自攻螺丝应挤紧并将工程塑料膨胀钉帽与挤塑板表面齐整或略拧入一些,确保膨胀钉尾部回拧,使其与基层墙体充分锚固。