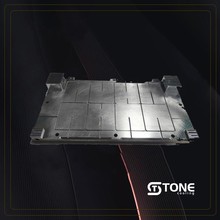
混合摩擦焊接是一种纯机械、连续的固相连接方法。在混合摩擦焊接过程中,混合头转入焊机,混合头与焊接材料之间的摩擦产生摩擦热,使材料热塑性。当混合头向前移动焊接界面时,热塑性材料从混合头的前部转移到后部,在混合头的机械锻造下实现工件之间的固相连接。摩擦焊接工艺广泛应用于液体冷板的生产,东吉散热是冷板混合摩擦焊接的。摩擦焊接冷板可达到相同的厚度,但大于嵌入管的流量,并进一步降低热阻。特别是在处理复杂的流动通道和一些高、低流动通道时,它更灵活。该公司的大混合摩擦焊接尺寸可达到1500个*1500mm,焊接深层为26mm。该材料适用于铝、铜等。由于焊接后的整体材料基本相同,可选择铬酸盐、导电氧化、阳极、镀镍等表面处理方法。由于焊接后的整体材料基本相同,可选择铬酸盐、导电氧化、阳极、镀镍等表面处理方法。
摩擦焊接散热器类型:散热器按换热方式分为辐射散热器和对流散热器。对流散热器的对流散热几乎占,有时称之为“对流器”;与对流散热器相比,其他散热器通过对流和辐射同时散热,有时称为对流和辐射散热“辐射器”。散热器分为铸铁散热器、钢散热器等材料。其他材料散热器包括铝、铜、钢、铝复合材料、铜、铝复合材料、不锈钢铝复合材料和池塘瓷散热器。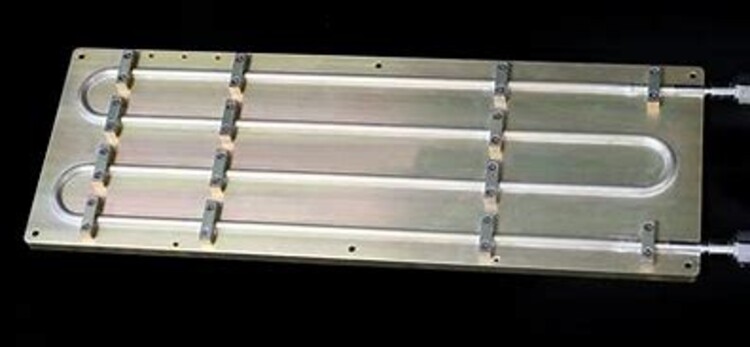
采用摩擦焊接的散热器可以处理高倍率超宽型材的技术瓶颈。超宽结构高密度型材采用两个或两个以上型材拼凑而成,模具开发成本低,周期短,稳定性高;依托R&D部门长期积累的数据,我们开发了多种标准型材,不断增加标准型材产品库,为用户提供更多拼凑方案。
液体冷却散热器的混合摩擦焊接工艺,包括检查盖板的质量和外观;将盖板放入基板台阶中;选择固或自动压力夹避免或两种固定操作固定在基板槽内;选择混合摩擦焊接方式进行焊接;铲毛边;从焊接设备的夹具上拆卸合适的盖板和基材;进行表面研磨处理;冷却处理,然后进行气密性检测;对气密性检测合格的产品进行激光编码、抽样检查和包装;本发明通过选择固或自动压力夹避免或两个固定操作,将盖板固定在基中,确保焊接质量和,可防止盖板在焊接过程中移动和翘曲,并可节省预焊过程,确保盖板在焊接过程中不会产生位移,翘曲和基底接触不真实,从而提高焊接质量的稳定性.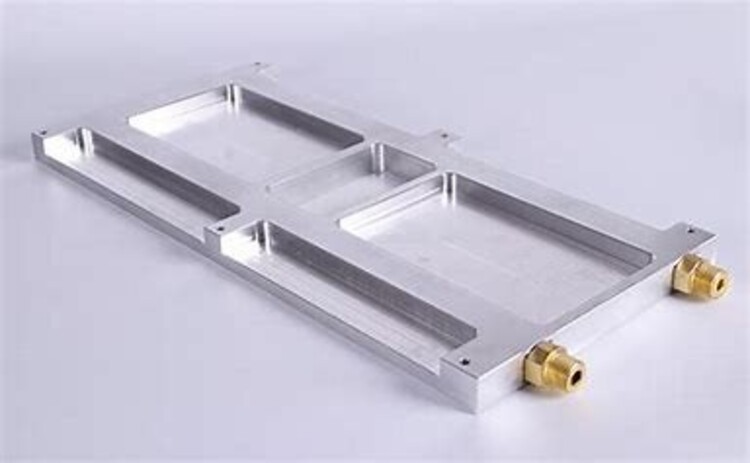
目前,在基础研究、工程技术、设备制造等方面,搅拌摩擦焊正在迅速发展。面对航空航天工业领域的发展计划和需求牵引,搅拌摩擦焊将在未来几年迎来快速发展和应用的高峰.搅拌、摩擦、焊接的应用和推广将提高毛巾囤积工业中铝合金、镁合金等轻合金材料的连接技术实力,进一步增强中国工业产品的竞争力。
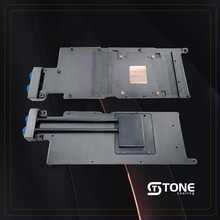
液冷板/水冷板散热器 埋铜管工艺选择:
浅埋管工艺:适用单面安装器件,铜管压扁后与铝板同时铣面,充分利于铜管高导热性能带走热量,利用铝的轻量化起到减重及成本控制。
深埋管工艺:适填料为美国进口高导热环氧树脂,双面器件温差要求不高的情况下,可单双面安装器件,因铜管厚度没有进行二次加工,且有填料保护可提供应用的安全性,特别适合冷媒为介质的冷板使用。
焊管工艺:适合铜板+铜管的方式,以此降低板材厚度起到减重效果。
双面夹管工艺:合两面安装器件,工艺简单成本低;铝板+铝管&铜管&不锈钢管。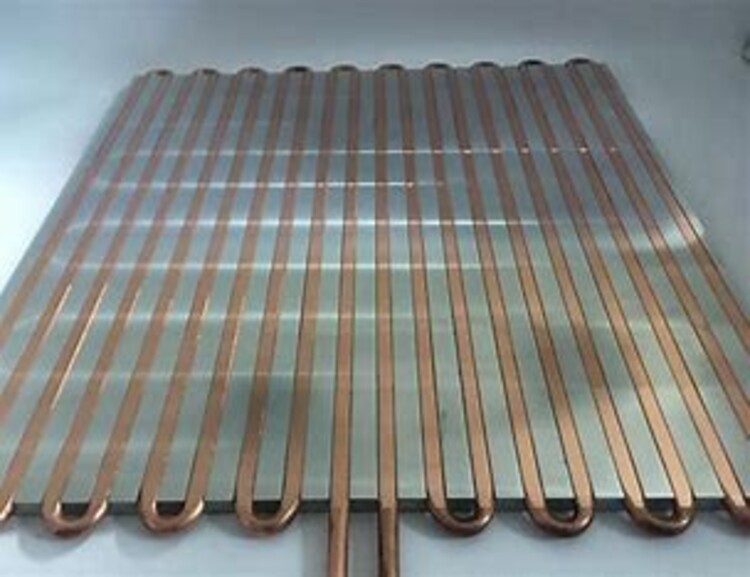
新能源技术(充电设备)、新能源技术(车辆)、电力电子技术、开关电源(感应加热设备、电镀电源、后备电源整流器、变频电源、开关电源电路、品开关电源,激光发生器等)、IGBT、SVG、SVC、APF、MOS管、变频调速器、逆变电源、自动焊接设备、广播节目通信、仪表设备、控制箱、调功器、软起动、LED、电子器件、、铁路线、航空航天等。
光伏产业的逆变电源归属于功率大的设备。太阳能逆变器在发电装置含有二种主要用途,一种用以外置电源,另一种用以投运。依据波型调配方式,可以分为方波逆变器、台阶逆变电源、正弦函数逆变电源和组成三相逆变器。针对用以并网系统的逆变电源,依据是否存在变电器,可以分为变电器逆变电源与非变电器逆变电源。
功率大的铲齿散热器的优点是热管散热器密度大,冲压成型,具备别的热管散热器生产工艺流程所不具备的导热性能,排热稳定性高,可以确保太阳能逆变器的稳定的工作,延长使用寿命,从源头上减轻企业的维护费用。