铆接:作为一种机械连接,可以实现钢-铝,钢-复合材料以及铝-复合材料的异种材料连接,并且连接强度高、连接质量稳定可控、易于实现自动化。
通常情况下,推荐板材抗拉强度UTS<600MPa,高强度的热成型钢,高强钢和特高强度钢(UTS>600MPa)理论上也可以使用,但会使用特殊类型铆钉,铆接难度较大。
SPR铆接工艺和传统点焊工艺相似,需要一定的铆接空间以及足够的法兰宽度。一般而言,SPR连接设计时,由于铆接设备C形钳结构决定不宜铆接封闭腔体,因此设计时要避免封闭腔体结构。由于C形钳在铆接点处不受干涉,故需避免垂直的法兰边,确保铆接钳能接触到铆接点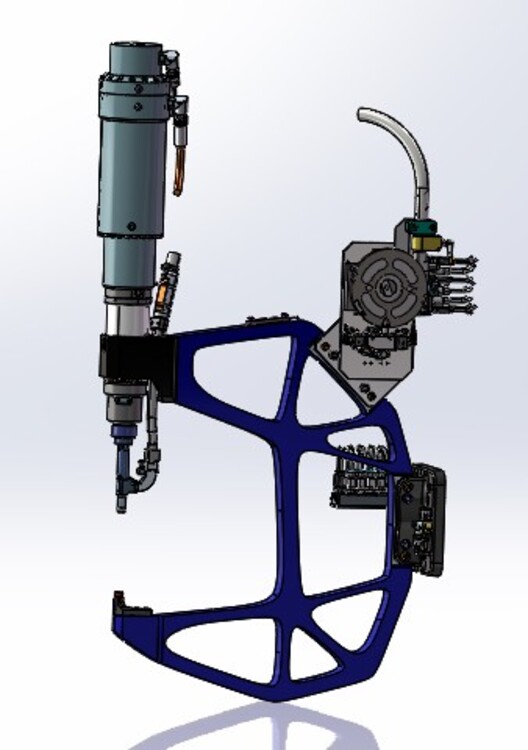
SPR铆接工艺对铆接点处的法兰宽度、距离板材边缘的长度以及铆接点间距有一定的尺寸要求,过窄的法兰边以及过近的板材边缘距离,铆接后容易使钣金裂纹,导致连接失效。根据在某新能源汽车上的使用经验,两铆接点之间的间距需要保持小30mm
能源汽车由于轻量化的需求,在车身上大量运用铝合金零件,SPR钢-铝的连接以及铝-铝的连接非常多。某款新能源汽车,前减振器支座为铸铝件,周圈钣金为传统的钢制件,此处的整圈连接采用SPR铆接技术。车身前后车门是的减重部件,车门内外板及加强板板均为铝制件,其连接方式均采用SPR连接
目前,SPR已广泛应用于奥迪、宝马、奔驰、蔚来等公司的铝合金车身,对于全铝车身及钢铝混合车身是的一种连接工艺,根据车身材料分布应用在具有铝材且无封闭空腔的部位,具备与传统车点焊同样的意义,其对车身轻量化更是的一环。







