

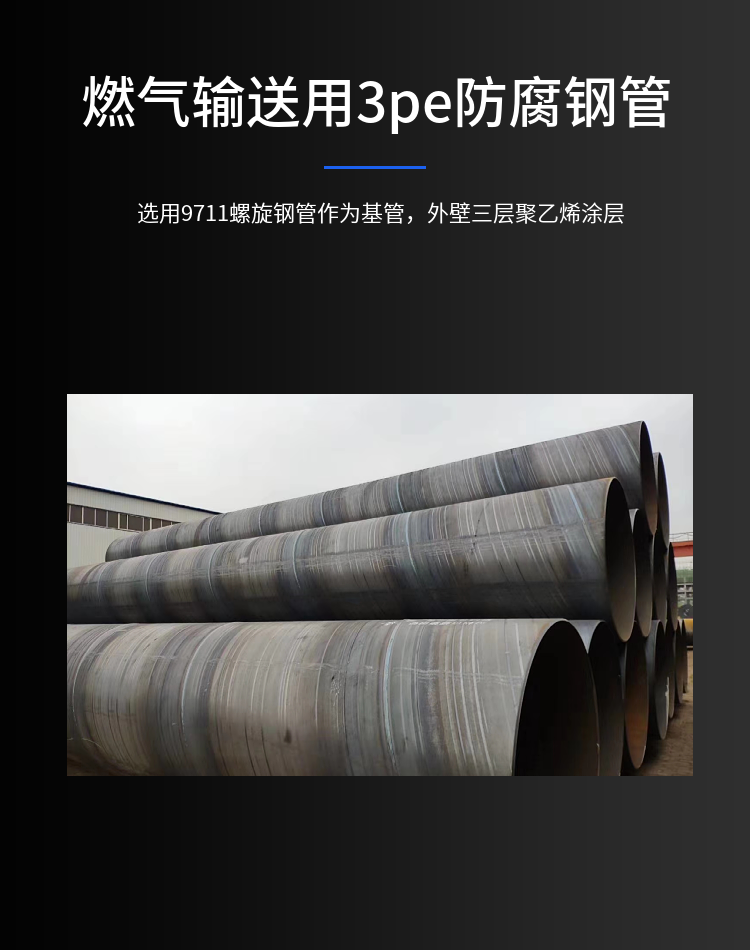
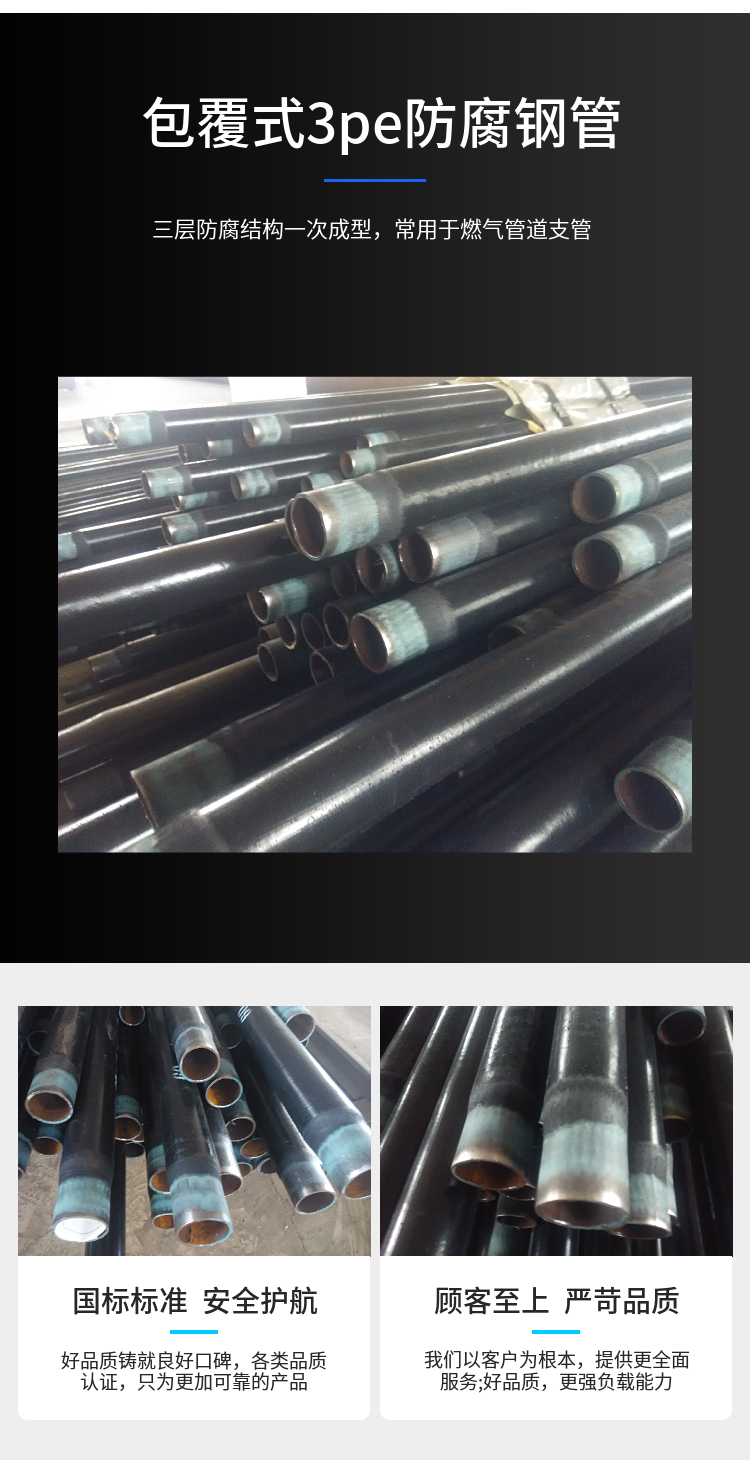



钢管的防腐层经冷却水冷却后,管端留头用电动钢丝刷进行管端留头处理,钢丝刷工作面应平整,无凸凹的生产工况便于焊接的控制和几何尺寸的,由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有管口椭圆度和端面垂直度,了现场钢管焊接组对时的组对精度

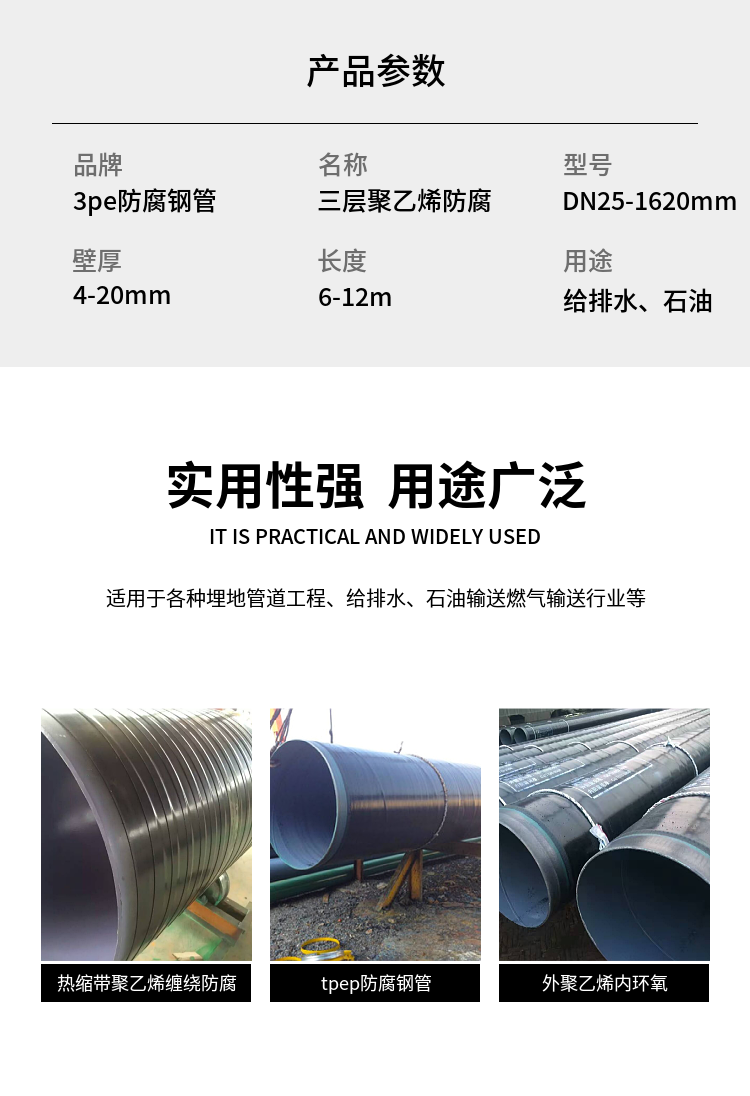
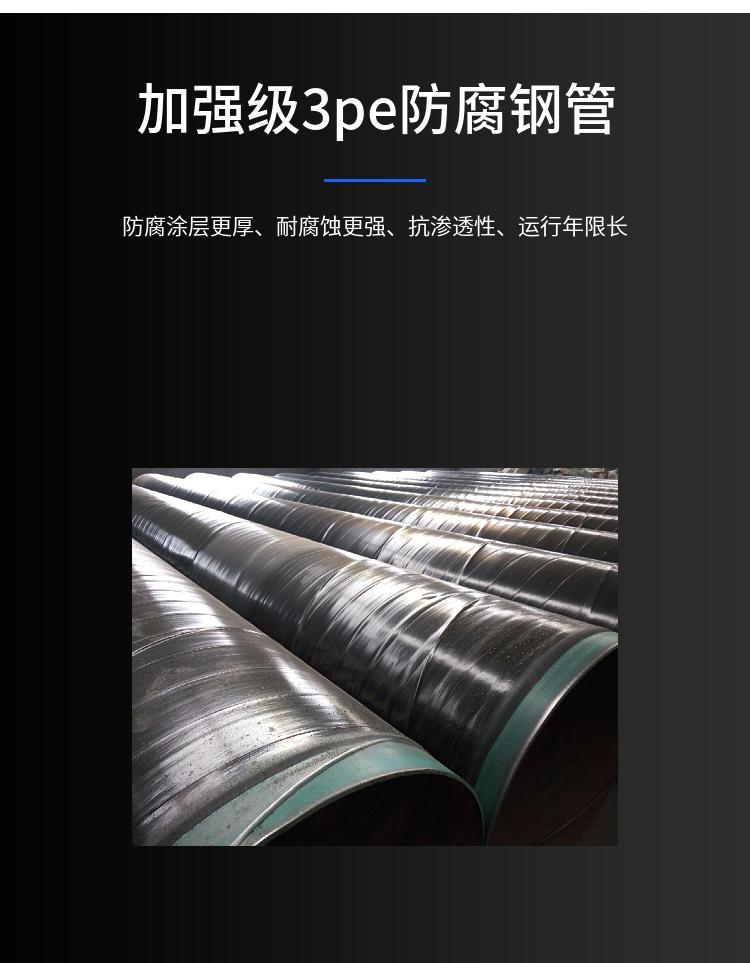
执行: GB/T23257-2009 《埋地钢质管道聚防腐层技术》、SY/T0413-2002 《埋地钢制管道聚防腐层技术》、DIN30670-91 德《钢管和管件的聚涂层技术》、CAN/CSA-Z245.21-M92 加拿大《钢管外壁聚防腐涂层技术》 普通级E防腐钢管管道结构:层环氧粉末(FBE>100um),二层胶粘剂(共聚胶)170~250um,三层聚(PE)2.5~3.7mmQ345B直缝钢管焊接温度主要受高频涡流热功率的影响,高频涡流热功率主要受电流的影响,涡流热功率与电流激励的平方成正比;而电流激励又受激励电压、电流和电容、电感的影响

石油天然气用三层聚(E)钢管防腐、二层聚(2PE)钢管防腐,:SY/T0413-2002和DIN30670螺旋钢管生产工艺原材料即带钢卷,焊丝,焊剂,在投入前都要经过严格的理化检验,管端机械加工,使端面垂直度,坡口角和钝边准确控制











