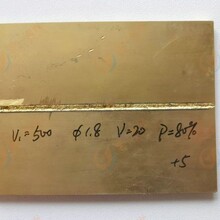
吸收激光能量的深度以及单个激光脉冲去除的材料量取决于材料的光学特性以及激光波长和脉冲长度。 每个激光脉冲从靶标烧蚀的总质量通常称为烧蚀率。 激光束扫描速度和扫描线覆盖率等激光辐射特征会显着影响烧蚀过程。
传统的清洗方法往往是接触式清洗,对清洗物体表面有机械作用力,损伤物体的表面或者清洗的介质附着于被清洗物体的表面,无法去除,产生二次污染,激光清洗的无研磨和非接触性使这些问题迎刃而解;
激光清洗能够清除各种材料表面的各种类型的污染物,达到常规清洗无法达到的清洁度。而且还可以在不损伤材料表面的情况下有选择性地清洗材料表面的污染物;
激光清洗,节省时间;
购买激光清洗系统虽然前期一次性投入较高,但清洗系统可以长期稳定使用,运行成本低,每小时仅需电费。
每个激光脉冲去除一定厚度的污染层。如果污染层比较厚,则需要多个脉冲进行清洗。将表面清洗干净所需要的脉冲数量取决于表面污染程度。由两个阈值产生的一个重要结果是清洗的自控性。能量密度阈值的光脉冲将一直剔除污染物,直到达到基底材料为止。然而,因为其能量密度低于基底材料的破坏阈值,所以基底不会受到破坏。
每年全世界的轮胎生产企业制造数亿个轮胎,生产过程中轮胎模具的清洗迅速可靠,以节省停机的时间。传统的清洗方法包括喷沙、超声波或二氧化碳清洗等,但这些方法通常在高热的模具经数小时冷却后,再移往清洗设备进行清洁,清洁所需的时间长,并容易损害模具的精度,化学溶剂及噪声还会产生安全和环保等问题。
激光清洗方法主要有4种:
①激光干洗法,即采用脉冲激光直接辐射去污;
②激光+液膜方法,即沉积一层液膜于基体表面,然后用激光辐射去污;
③激光+惰性气体的方法,即在激光辐射的同时,用惰性气体吹向基体表面,当污物从表面剥离后会立即被气体吹离表面,以避免表面再次污染和氧化;
④运用激光使污垢松散后,再用非腐蚀性化学方法清洗。
常用的是前 3种方法。第4种方法仅见于石质文物的清洗中。
国际上,激光清洗技术对石质材料的应用已有十几年的历史。在我国,石质材料的激光清洗起步较晚。由于激光设备的投资还较为昂贵,普遍化应用还有一定难度。但是激光清洗技术具有传统清洗方法无法比拟的优点,随着技术的不断完善和设备的批量化生产,激光清洗技术必将在石质材料的清洗业中发挥重要的作用。