




宽带激光熔覆修复轴体工艺流程
宽带激光熔覆修复轴的工艺流程主要包括以下步骤:
1、表面处理:对轴表面进行研磨、清洗、干燥等处理。去除表面的氧化物、油污及杂质。
2、涂层制备:将合金粉末或陶瓷粉末与其他材料按一定比例混合,制备熔覆粉末。将熔覆粉末均匀地涂覆在轴的表面上,形成一定厚度的涂层。
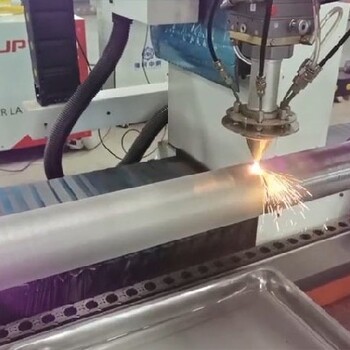
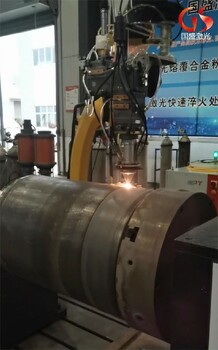
3、激光熔覆修复:采用高能宽带激光束扫描涂层,使涂层表面快速熔化并形成液池。在激光的作用下,熔池中的合金粉末或陶瓷粉末等材料充分熔化、混合,形成致密的熔覆层。
4、修复后处理:对包覆轴进行冷却、抛光、清洗等,去除多余的包覆材料和毛刺。
5、性能测试:对修复后的轴进行性能测试,包括硬度、耐磨性、耐腐蚀性等测试。
激光熔覆修复工艺流程主要包括以下几个步骤:
1、表面处理:将缸筒内壁表面清洗干净,去除表面的污垢、氧化皮等杂质,露出金属基体。
2、涂层制备:在缸筒内壁表面涂覆一层一定厚度的金属或非金属涂层,以提高缸筒的耐磨、耐腐蚀等性能。
3、激光熔覆:将高能激光束作用于涂层表面,使涂层表面迅速熔化、凝固和形成一层与基体材料不同的合金层。
4、后处理:对缸筒内壁进行必要的后处理,如冷却、打磨等,以使缸筒达到佳性能。
激光熔覆修复的优势:
1、抗腐蚀性能好:由于激光熔覆修复所形成的合金层具有较高的抗腐蚀性能,因此可广泛应用于各种腐蚀性环境中。
2、抗磨性能好:由于激光熔覆修复所形成的合金层具有较高的硬度和良好的耐磨性,因此可延长缸筒的使用寿命。
3、耐高温性能好:由于激光熔覆修复所形成的合金层具有较好的高温稳定性和抗高温氧化性能,因此可在较高温度下使用。
4、工艺简单:激光熔覆修复工艺简单,操作方便,可快速完成修复,提高生产效率。
随着科技的不断发展,激光熔覆修复技术将会不断完善和发展,相信激光熔覆修复技术将会得到更加广泛的应用和发展。
油田的工作条件比较恶劣。许多金属零件长期在重负荷下工作,伴随着腐蚀、摩擦和磨损,导致其过早失效。缩短其使用寿命。停产检查、更换新件,不仅增加材料成本,而且影响油田生产,造成多方面损失。油田许多金属零件摩擦副的磨损间隙都在近毫米量级。但常规表面技术的处理层较薄,导致磨损件表面修复困难,限制了这些技术的应用范围。
激光熔覆技术作为一种新型的表面工程技术,已经在许多领域得到了广泛的应用。在油田中,激光熔覆主要应用于石油钻杆、抽油杆、石油管道等方面。下面我们将分别介绍这些应用。
1、石油钻杆
石油钻杆是石油钻井作业中钻遇地层的重要工具之一。由于钻杆在井下受到冲击、摩擦和腐蚀,其表面容易出现裂纹、磨损和腐蚀等问题,严重影响钻井作业的安全和效率。了解决这一问题,激光熔覆技术被广泛应用于石油钻杆的表面强化与修复。
通过激光熔覆技术,在钻杆表面形成一层硬度高、耐腐蚀、耐磨损、耐高温的涂层,可显著提高钻杆的性和使用效率。同时,激光熔覆技术还可以修复钻杆表面的损伤,延长钻杆的使用寿命,降低更换成本。
2、抽油杆
抽油杆是油田采油的重要工具之一。由于长期受到来自地下原油的腐蚀和摩擦,抽油杆容易出现磨损、裂纹、变形等问题,严重影响了原油的开采和提率。为了解决这一问题,激光熔覆技术被广泛应用于抽油杆的表面强化与修复。
经过激光熔覆技术,在抽油杆表面形成一层高硬度、高韧性的涂层,可显著提高抽油杆的度和使用效率。激光熔覆技术还可以修复抽油杆表面的损伤,延长抽油杆的使用寿命,降低更换成本。
3、石油管道
输油管道是石油生产中不可缺少的重要设施之一。由于输送的原油中往往含有腐蚀性物质,这些物质会对管道造成腐蚀和破坏,严重影响石油生产的安全和稳定。因此激光熔覆技术被广泛应用于输油管道防腐和修复。
通过激光熔覆技术,可以在管道内外表面形成一层具有高耐腐蚀性能的涂层,显著提高管道的耐久性和安全性。同时,激光熔覆技术还可以对管道表面的损伤进行修复,避免了管道泄漏等事故的发生,降低了维修成本。
总之激光熔覆技术在油田的应用可以在抽油机上得到实现,大大提高了设备的寿命及安全性,也给企业带来的益处,降低了成本。
九十年代初,激光再制造技术出现成为科研的热门,大部分都专注于它的研究。随着再制造理念逐渐被社会接受和技术的不断长进,我国再制造工业己取得较大的成就,工业规划不断扩大,覆盖行业层面更为广阔,智能程度越来越高,成为近年来激光加工技术的一个新亮点。
现在,我国已进入汽车、工程机械和车床作废置换的高峰期,再制造工业开展面临可贵机会,潜力非常大。激光再制造技术已根本成熟,这样就是一个激光再制造的智能商场正扑面而来。
激光再制造技术是近年来新式的一种技术方式,他以激光熔覆、激光淬火、激光表面合金化技术为主,依据修复零部件的受损使其达到受损前或比受损前更好的功能。
激光熔覆为激光再制造技术。激光熔覆运用高能激光束作为热源,通过金属及焊材的迅速熔化、扩展和冷却,构成一种具有特别功用的表层,这种表层一般具有耐磨、耐蚀、耐热、抗氧化等功用,激光熔覆的优势在于熔覆层与基体是冶金结合,基体热影响区极小,加工和热变形小,对孔洞、搀杂、裂纹等缺陷控制较好。
激光淬火是运用聚焦后(或通过光束整形)的激光束加热于金属表面使其产生马氏体相变构成马氏体淬硬层的进程,通过激光淬火加工后工件表面粗糙度根本不变,不需要后续机械加工就可以满足实践工况的需求;
激光合金化则通过激光参与将合金粉末与基体材料相作用构成一种新相的表面处理办法。
激光加工技术在再制造业中的运用与在其他制造业中的运用相同,有着其他加工技术不可代替的好处。激光加工用于再制造业是由相变硬化开展到激光表面合金化和激光熔覆,由激光合金涂层开展到复合涂层及陶瓷涂层,然后使得激光表面改性技术成为再制造的一项重要手法。
激光再制造技术的出现打破了传统再制造技术在可批改材料及批改零件形状等方面的约束,打破了再制造技术的局限性,选用激光再制造技术批改高温、高压、高转速涡轮动力机械零部件,已先后被石化、电力、煤炭、冶金、轿车等十几个行业认可及应用。
激光熔覆修复技术,以高能激光为热源,将金属合金材料(粉末、糊状、丝状等)快速凝固,形成致密、均匀、厚度可控的冶金结合层,提供了表面修复的好方法。
激光熔覆在轴修复中的优势如下:
1、优化轴的表面性能:激光熔覆可在轴表面形成与基体熔合、成分和性能完全不同的合金镀层。由于基体熔层极薄,对熔覆层的成分影响很小。我们可以根据具体需要制备具有耐热、耐腐蚀、耐磨、抗氧化、抗疲劳或光、电、磁性能的表面涂层。从而有效地提高了轴表面的性能。
2、冶金结合强度高:在激光熔覆过程中,添加的熔覆材料完全熔化,成为熔覆层的主体合金;同时,一层薄薄的基础合金也被熔化,与目标合金形成冶金结合。不易脱落,解决了电镀、喷涂等传统冷加工工艺中镀层与基体结合强度差的问题。
3、热输入低变形小:激光熔覆快热快冷,对母材影响小,稀释率≤5-8%;解决了传统电焊、氩弧焊等热熔焊不可避免的热变形加工工艺、热疲劳损伤等一系列技术难题。
4、适用多种材料:可制备铁基、镍基、钴基、铜基、复合材料等多种合金镀层。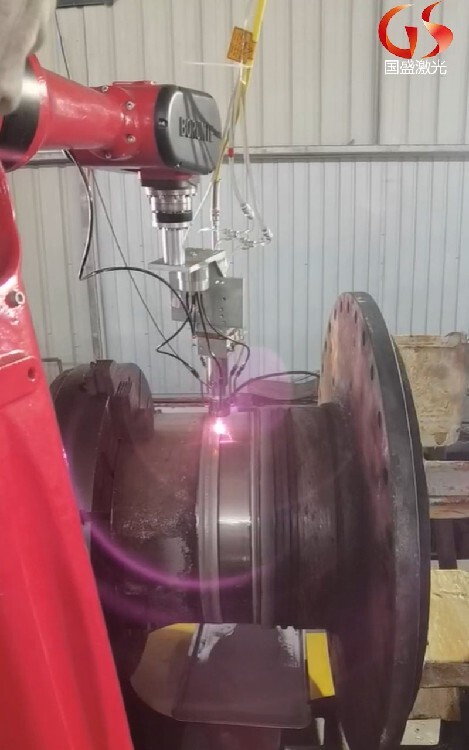
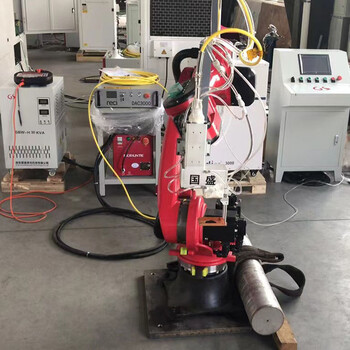
对于辊压机轴磨损的传统修复方法,常采用补焊、电刷镀、喷涂等工艺进行离线修复。直接的影响就是停机时间长,整体成本高,劳动强度大。激光增材修复方法实现了在线修复。该技术非常适用于辊压机轴磨损的修复。无需拆卸和加工即可修复。补焊无热应力,补焊厚度不受限制。同时,该产品具有金属材料所不具备的优惠,可吸收设备的冲击和振动,避免了再次磨损的可能性,并大大延长了设备部件的使用寿命,为企业节省了大量的停机时间,创造了的经济价值。
现场修复过程如下:
1、表面处理:清除前后轴肩表面、轴承表面、轴承内圈表面的污垢和高点。清除所有螺栓孔和压板通孔边缘的毛刺。使用砂轮打磨磨损区域,使其恢复原来的金属颜色。
2、确定定位点:先在轴径磨损量处增加一个定位点,高度略一侧磨损量。以样尺为基准,用砂轮机、锉刀等工具打磨,使其高度接近与一侧磨损尺寸相同。
3、空试轴承:安装轴承,并用压板紧固轴承,在压板螺栓紧固过程中保持较小的预紧力,测量同心度和垂直度,精度误差小于0.2 mm。
4、清洁表面:用无水乙醇清洁轴承位置表面和轴承内圈表面,轴承内圈表面刷803脱模剂。
5、涂抹激光增材:将均匀的激光增材直接涂抹在修补面上,并激光增材的填充效果,然后用刮刀均匀涂抹,厚度略支撑点的高度。
6、尺寸恢复:安装轴承,均匀拧紧压板,并留有足够的预紧力。
7、养护:自然养护6—12小时后,拆下压板和轴承,并清除多余激光增材。
8、再次应用激光增材:用砂带打磨修补激光增材表面产生的釉料和脱模剂。清洁后,调和金属修复激光增材,并将其应用于整个轴承位置的表面。
9、安装方式:快速安装轴承,整个安装和紧固过程控制在40分钟内。拧紧螺栓时,要对称拧紧。这次安装螺栓全部拧紧到位。
10、后期预紧:设备空载时每3小时拧紧一次,设备满载时每6小时、12小时、24小时拧紧一次。

宽带激光熔覆修复技术修复轴的工艺流程及性能特点
面议
产品名:激光熔覆焊机,激光熔覆,激光熔覆设备,高速激光熔覆

激光熔覆技术在各行业大型构件修复中的应用前景
面议
产品名:激光熔覆焊机,激光熔覆,激光熔覆设备,高速激光熔覆
激光淬火的原理及技术特点
面议
产品名:激光淬火,激光淬火设备

轴类零件的激光熔覆修复技术及工艺
面议
产品名:激光熔覆,激光熔覆设备,激光熔覆修复

导向套高速激光熔覆修复加工
面议
产品名:激光熔覆,激光熔覆设备,激光熔覆设备厂家,激光熔覆厂家

河北保定激光淬火设备价钱
360000元
产品名:激光淬火设备
山东烟台激光淬火设备修复
360000元
产品名:激光淬火设备
广东佛山高速激光熔覆设备怎么样
560000元
产品名:高速激光熔覆设备