



内孔70.2mm轴承间隔套管倒角
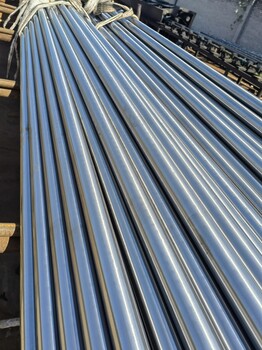
圆管坯加热穿孔三辊斜轧、连轧或脱管定径(或减径)冷却矫直水压试验(或探伤)标记入库无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
内孔70.2mm轴承间隔套管倒角转炉钢渣是炼钢过程中所排出的废渣,是炼钢生产所带来的必然产物。目前我国每年钢渣排放量约8000万t,仅鞍钢2010年排放量就达到280万t。钢渣除部分提取含铁物料外,大部分被堆放闲置,既污染周围环境又占用大量土地。因此如何有效的高附加值利用钢渣是钢铁企业面临的重要课题。鞍山钢铁集团矿渣开发公司与国内研究院所合作,于2008年在鞍钢鲅鱼圈钢厂建成了条熔融钢渣热闷生产线,其熔融钢渣直接热闷的创新工艺是对原有的传统闷渣方式的一次根本性变革。
冷拔钢管知识收藏冷拔钢管是钢管的一种,即其按生产工艺的不同分类的一种,区别于热轧(扩)管。在毛管坯或原料管扩径的过程中通过多道次的冷拔加工而成,通常在0.5~100T的单链式或双链式冷拔机上进行。冷拔钢管其外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm尺寸,精度以及表面质量均明显优于热轧(扩)管,但受工艺制约,其口径以及长度均受到一定限制。
重量计算钢管重量计算公式W(kg/m)={(外径-壁厚)*壁厚}*0.02466用途可以被用作运输流体,也就是用输流体的管道了,比如说石油煤油天然气等等这些流体的运输都需要用这种冷拔无缝钢管来运输,如果有缝的话则有可能会导致泄漏。分类冷轧(拨)钢管按用途分为一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、机械加工管、按材质分为碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管等。按结构分为圆管和异型管。可以被用作一些机器的零部件,比如说石油的钻杆或者汽车的传动轴等等,以及自行车车架中也是经常使用的。
可生产材质为:10#、20#、35#、45#、16Mn、27SiMn、20Cr、40cr、15CrMo、35CrMo等
公司可为用户定做各种特殊规格,特种材质钢管,交货及时,价格低,质量优,节假日照常营业,凭借雄厚的实力,丰富的规格品种,完善的质量,合理的价格,的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏、进取、在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,原我们今后的合作更加愉快!
山东德润管业有限公司是一家生产精密钢管和异型钢管的大型企业,坐落在美丽的“江北水城”--山东聊城,我公司生产经营各种规格材质的精密钢管、异型钢管、无缝钢管、热轧钢管、冷拔钢管、精轧钢管、结构钢管、流体钢管、精密光亮管、合金管等产品。为客户需求,公司设有库存碳钢、低合金、高压合金钢管。材质有:10#、0#、45#、20cr、40cr、15crmo、42crmo等,现货库存,材质多,规格,完全可以达到客户一站式采购的需求。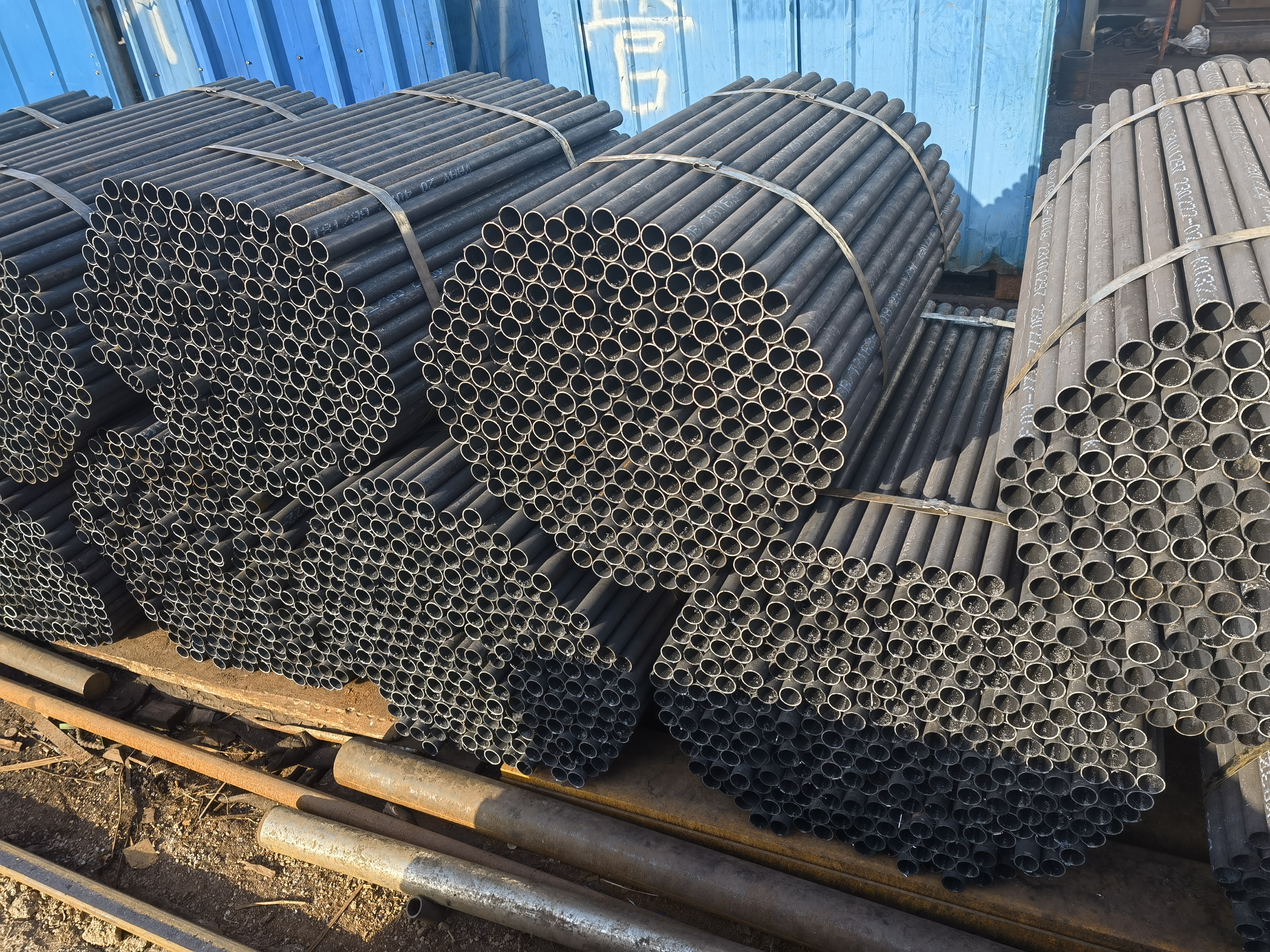
内孔70.2mm轴承间隔套管直流道的形式可选用别的方式如斜流道等。笔者经过试验,推荐试验成功的的几种形式如图2所示。将中心支架浇口(轮辐式浇口)改为合适位置的侧浇口,可以减少浇口个数及熔料流向,达到减少熔接痕的目的。将直接进料浇口改为合适位置的侧浇13,增加冷料井,阻止冷料流人模具型腔。将不合适的侧浇改为环形分流道浇口,如图2z所示,使熔料流动呈流线形,产品加工方便。【x)(Y)(Z)x一管箍类中心支架浇VI改为侧进料浇VI;Y一三通类直接进料浇VI改为侧进料浇VI;z—9。果讨论4.1a类浇注系统与X类浇注系统比较PVC—U管件注塑模具设计时,直通类制品浇口一般选a类。经过优化后,改用x类,并且x类可以推广到直径较小的45。弯头、三通等。将两种浇注系统用于l1mm直通时,其加工过程及制品的有关情况比较列于表1。由表1可看出,PE—C填加量增大会降低维卡软化温度。另外,表1中的表观缺陷、坠落性能、注射工艺项目中,两类浇注系统的模具使用的配方中PVC—U/PE—C均为1/12(份)。2b类浇注系统与Y类浇注系统比较这两类浇注系统主要用于PVC—U管件的llmm以上的9。弯头、三通等。b类浇注系统经改进表1Ol1mm的直通使用两类浇注系统的情况比较项目选用a类浇注系统改用X类浇注系统浇口周围有发红现象,并仅在浇口处有很小一点表观缺陷有流动斑纹、分层等现斑纹,无分层现象,制品象;制品表面不光亮表面光亮制品在~C处理3min后从1~1.2m处自由落制品在~C处理3min坠落性能后从2~3m处自由落下下在浇口处或熔接部位常出现破裂无破裂现象采用3~4级注射工艺,注射:[艺仅用2级注射,易调整消除缺陷效果甚微配方体系配方中PVC—U/PE—C:将配方中PE—c降至4份1/12(份),制品维卡时,制品的坠落性能优于的改善软化温度69℃前者,维卡软化温度81℃后形成Y类。

3064无缝钢管定做
5200元
产品名:无缝钢管,大口径钢管,薄壁无缝钢管,40cr钢管

2966.5油缸管厂家
5200元
产品名:无缝钢管,大口径钢管,薄壁无缝钢管,40cr钢管

2566无缝钢管
5200元
产品名:无缝钢管,大口径钢管,薄壁无缝钢管,40cr钢管

30710薄壁无缝钢管定做
5200元
产品名:无缝钢管,大口径钢管,薄壁无缝钢管,40cr钢管

3216.5冷拔钢管
5200元
产品名:无缝钢管,大口径钢管,薄壁无缝钢管,40cr钢管
25420薄壁无缝钢管
5200元
产品名:无缝钢管,大口径钢管,薄壁无缝钢管,40cr钢管

2608大口径无缝钢管厂家生产
5200元
产品名:无缝钢管,大口径钢管,薄壁无缝钢管,40cr钢管

31218非标钢管厂
5200元
产品名:无缝钢管,大口径钢管,薄壁无缝钢管,40cr钢管