


这表明我国铝加工材生产已进一步国际化,而且为满足国民经济和科学技术对铝材的多方面需求,各主要铝加工企业还相应制定了许多内部供货技术标准。
由此形成了我国铝加工工业大而不强、小而不精的现状,从而使国民经济和现代科学所需一些高、精、尖铝材仍要依靠国外进口的被动局面。
焊接方法,几乎各种焊接方法都可以用于焊接铝及铝合金,但是铝及铝合金对各种焊接方法的适应性不同,各种焊接方法有其各自的应用场合。气焊和焊条电弧焊方法,设备简单、操作方便。气焊可用于对焊接质量要求不高的铝薄板及铸件的补焊。
焊条电弧焊可用于铝合金铸件的补焊。惰性气体保护焊(TIG或MIG)方法是应用广泛的铝及铝合金焊接方法。铝及铝合金薄板可采用钨极交流氩弧焊或钨极脉冲氩弧焊。铝及铝合金厚板可采用钨极氦弧焊、氩氦混合钨极气体保护焊、熔化极气体保护焊、脉冲熔化极气体保护焊。熔化极气体保护焊、脉冲熔化极气体保护焊应用越来越广泛(氩气或氩/氦混合气)
垫板:铝合金在高温时强度很低,液态铝的流动性能好,在焊接时焊缝金属容易产生下塌现象。为了焊透而又不致塌陷,焊接时常采用垫板来托住熔池及附近金属。垫板可采用石墨板、不锈钢板、碳素钢板、铜板或铜棒等。垫板表面开一个圆弧形槽,以焊缝反面成型。也可以不加垫板单面焊双面成型,但要求焊接操作熟练或采取对电弧施焊能量严格自动反馈控制等工艺措施。
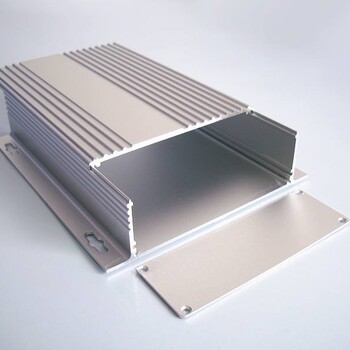
铝是重要的有色金属品种之一。由于其具有良好的特性 (密度小、塑性和可成形性能好)而且容易回收,纯铝及铝合金已经成为家电中重要的基础材料。广泛用于家电的热件、导电件等部件的翻造。废杂铝的再生利用已经成为有色金属再生利用重要的部分,其能耗、再生成本等都比原铝生产低得多 (约为 10% 左右) 。