





| 供应商 | 泊头市益昊自动化设备有限公司 店铺 |
|---|---|
| 认证 | |
| 报价 | 面议 |
| 关键词 | 四川机床铸件,机床铸件厂家,机床铸件批发,大型机床铸件 |
| 所在地 | 河北省沧州泊头市四营镇都李泊落村100米 |
完全退火和等温退火
完全退火又称重结晶退火,一般简称为退火,这种退火主要用于亚共析成分的各种碳钢和合金钢的铸,锻件及热轧型材,有时也用于焊接结构。一般常作为一些不重工件的终热处理,或作为某些工件的预先热处理。
球化退火
球化退火主要用于过共析的碳钢及合金工具钢(如制造刃具,量具,模具所用的钢种)。其主要目的在于降低硬度,改善切削加工性,并为以后淬火作好准备。
去应力退火
去应力退火又称低温退火(或高温回火),这种退火主要用来消除铸件,锻件,焊接件,热轧件,冷拉件等的残余应力。如果这些应力不予消除,将会引起钢件在一定时间以后,或在随后的切削加工过程中产生变形或裂纹。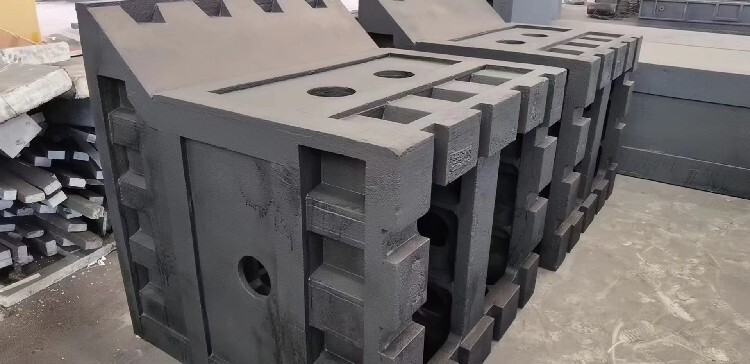
机床铸件采用消失模/树脂砂铸造,当机床铸件在浇铸时应该注意以下几点:
一、在浇注初期,特别是在金属液刚接触泡沫塑料的瞬间,由于模样材料气化所产生的大量气体,当直浇口没充满或刚开始浇注时金属液的静压头小于聚苯乙烯分解产物的气体压力时,过快地浇注易产生呛火现象,使金属液飞溅。为了避免这种现象,在浇注开始阶段可采取先细流慢浇的方法,待浇注系统被金属液充满后,即可加大浇注速度越快越好,但以浇口杯为金属充满而不外溢为准则。在浇注的后期,当金属液达到模样的顶部或冒口根部时,就应略需收包,以保持金属平稳上升和不致使金属液冲出冒口。
二、尽可能选用底注包。底注包金属液的热损失小、压头大,浇注速度快,渣子浮在金属液上表面,浇注钢水比较干净。受设备条件限制,对一些要求不高或一般中小机床铸件亦可用转包浇注。
三、浇注过程不可中断。在消失模铸件浇注时,保持连续地注入金属液,直至铸型全部充满。否则,就易在停顿处造成铸件整个平面的冷隔缺陷。
经过机械加工后的床身铸件,涂漆前须用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,确保清除表面的油污和其他污物。底漆刷涂或喷、浸要均匀,底漆在使用前须充分搅拌均匀,稀释至适当的年度再进行涂抹。 进行设计时,除了要根据工作条件和金属材料性能来确定机床铸件几何形状、尺寸大小外,还须从铸造合金和铸造工艺特性的角度来考虑设计的合理性,即明显的尺寸效应和凝固、收缩、应力等问题,以避免或减少铸铜件的成分偏析、变形、开裂等缺陷的产生。对于数控机床来说,因为全部加工过程是计算的指令控制的,热变形的影响就更为严重。由于所用的压力较低(20~60kPa),所以叫做低压铸造。为充分利用低压铸造时液体金属在压力作用下自下而上地补缩铸件,在进行工艺设计时,应考虑使用。
主营产品: 机床铸件,铸铁平板,焊接平台,T型槽平板
其他未列明制造业。自动化部件、机器人配件、机床配件、工量具、非标设备生产、销售;机械加工(依法须经批准的项目,经相关部门批准后方可开展经营活动;一般经营项目,可依法自主开展经营活动)

斜铁斜垫铁可调整斜垫片Q235钢制斜铁异形垫铁支持定制
9.8元
产品名:机床垫铁
厂家Q235平垫铁斜垫铁垫铁支持定制
10元
产品名:斜铁

平垫铁斜铁钢制楔铁垫铁平垫铁塞垫铁薄厚铁调整垫片
10元
产品名:锻件斜铁

斜铁平垫铁调整斜垫铁钢制调整斜垫片塞铁斜垫块楔铁
10元
产品名:斜铁

铸铁刮研焊接检测T型槽装配平台攻丝机划线研磨检验
200元
产品名:基础平台

厂家铸铁平台加厚钳工作三维焊接划线检验试验装配t型槽平板
面议
产品名:钳工平台
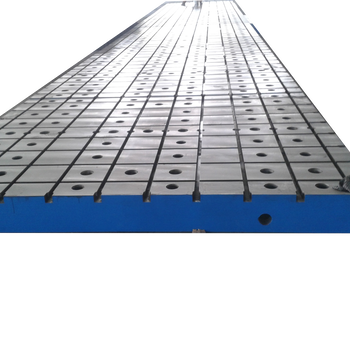
机床工作台CNC加工中心辅助副加高加宽铸铁T型槽平台沉孔平板
1000元
产品名:基础平台
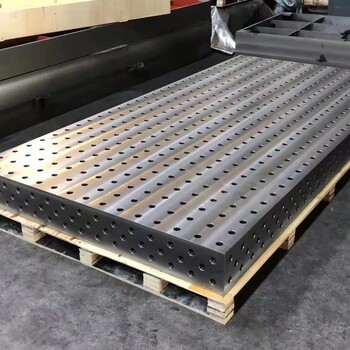
三维柔性焊接平台多孔定位焊接平板机器人工作台工装夹具划线平板
1000元
产品名:大理石平板