




4、承压流体输送用螺旋缝高频焊钢管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用安全可靠,钢管口径大,输送,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。
埋弧焊直缝钢管采用的焊接工艺为埋弧焊技术,采用填充物焊接,颗粒保护焊剂埋弧。生产的口径可以达到1500mm,LSAW是埋弧焊直缝钢管的英文简称,埋弧焊直缝钢管的生产工艺有JCOE成型技术、卷制成型埋弧焊技术。当口径较大时可能用两块钢板进行卷制,这样会形成双焊缝的现象。可以执行的标准GB/T3091-2008低压流体钢管生产标准,GB/T9711.1-2 -1997石油天然气钢管生产使用标准,还可以执行美国API 5L 管线钢管执行标准。生产材质:Q195A-Q345E;245R;Q345QA-D;L245-L485;X42-X70。承压参数主要有2ST/T ,S为屈服强度,T为壁厚。埋弧焊已经发展成为,有双丝埋弧焊,还有多丝埋弧焊,效率更进一步提高。
直缝钢管按生产工艺可分为高频直缝钢管和埋弧焊直缝钢管。埋弧焊直缝钢管按其不同的成型方式又分为UOE、RBE、JCOE钢管等。下面介绍常见的高频直缝钢管和埋弧焊直缝钢管的成型工艺。
埋弧焊工艺
1. 板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;
2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4. 成型:在JCO成型机上将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,后形成开口的"O"形
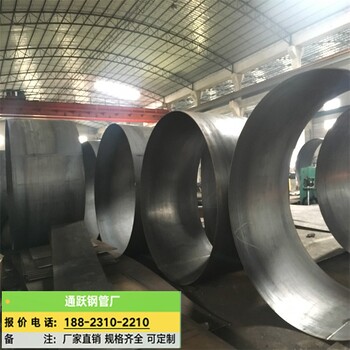
直缝焊接钢管是通过高频焊接机组将一定的规格的长条形钢带卷成圆管状并将直缝焊接而成钢管。钢管的形状可以是圆形的,也可以是方形或异形的,它取决于焊后的定径轧制。焊接钢管的材料主要是:低碳钢及σs≤300N/mm2、σs≤500N/mm2的低合金钢或其他钢材。直缝钢管高频焊接的生产工艺流程如下:
将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
5.2 焊接温度控制
焊接温度主要受高频涡流热功率的影响,根据公式(2)可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:
上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制焊接温度的目的。对于低碳钢,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,焊接温度亦可通过调节焊接速度来实现。
当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。
管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
5.4 高频感应圈位置的调控
高频感应圈应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,焊缝强度下降;反之,焊缝边缘加热不足,挤压后成型不良。
5.5 阻抗器是一个或一组焊管磁棒,阻抗器的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、管坯焊缝边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在管坯焊缝边缘附近,使管坯边缘加热到焊接温度。阻抗器用一根钢丝拖动在管坯内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于管坯快速运动,阻抗器受管坯内壁的磨擦而损耗较大,需要经常更换。
5.6 焊缝经焊接和挤压后会产生焊疤,需要清除。清除方法是在机架上固定刀具,靠焊管的快速运动,将焊疤刮平。焊管内部的毛刺一般不清除。
焊接钢管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。钢管应能承受一定的内压力,必要时进行2.5Mpa压力试验,保持一分钟无渗漏。允许用涡流探伤的方法代替水压试验。涡流探伤按GB7735《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的快速运动对焊缝进行全面的扫查,探伤信号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。
探伤后的焊管用飞锯按规定长度切断,经翻转架下线。钢管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂
直缝钢管的主要加工方法有:
锻造钢材:利用锻锤的往复冲击力或压力机的压力使坯料改变成我们所需的形状和尺寸的一种压力加工方法。
挤压:是钢材将金属放在密闭的挤压简内,一端施加压力,使金属从规定的模孔中挤出而得到有同形状和尺寸的成品的加工方法,多用于生产有色金属材钢材。
轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法。
拉拨钢材:是将已经轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用

贺州钢管桩,螺旋焊管
4500元
产品名:钢管桩,螺旋焊管,自来水防腐螺旋钢管,打桩螺旋钢管 钢护筒

汕头供应镀锌槽钢厂家,Q235B槽钢
4350元
产品名:镀锌槽钢,Q235B槽钢,幕墙建筑槽钢,热轧槽钢

韶关工字钢,热轧国标工字钢
4500元
产品名:工字钢,镀锌工字钢,Q235B工字钢,热轧国标工字钢

柳州生产螺旋钢管报价,螺旋管
4200元
产品名:螺旋钢管,螺旋管,螺旋焊管,Q235B螺旋管
三亚生产焊接钢管厂家,钢板卷管
4500元
产品名:焊接钢管,大口径焊接钢管,钢板卷管,Q235B焊接钢管
海口定制丁字焊管电话,直缝焊接钢管
4600元
产品名:丁字焊管,丁字缝焊接钢管,钢板卷管,直缝焊接钢管

广州钢护筒厂家佛山钢护筒珠海螺旋管深圳螺旋管厂家
4501元
产品名:广州钢护筒,广州钢护筒厂家,广州钢护筒生产厂家,广州钢护筒加工厂家

珠海钢护筒珠海螺旋管厂家珠海防腐螺旋管珠海丁字焊管厂家
4501元
产品名:珠海螺旋管,珠海螺旋管厂家,珠海钢护筒厂家,珠海防腐螺旋管