





Z重要的是看看调整镶条的大小,镶条的厚度越小越好,说明没有太大的磨损或没有大修过。所有的都看完了,那么就要试试机械结构了,所有的转速,进给都要试一下,机床回收特别是进刀要试一下,挂上走刀后要来回的搬几下,看看走刀掉不掉。试完后看看光杠丝杠磨损大不大。
试机床,听下有无其他噪音,特别是主轴,高速时有没有像风机似的声音。如果有的 话,主轴轴承就是有问题的。挂走刀时,试试承受力时掉不掉刀,如果有快速,再试快速,看正常与否。如果能试车件,那就更好了,更能看看有没有其他看不到的故障。都试完了,再看一下尾座芯子晃不晃,间隙大不大。
当然,螺丝帽里如果有漆不一定是翻新的,因为现在有的厂家喷漆的时候是把螺丝一起喷的,但如果螺丝帽里有脏东西也被一起喷上漆了,那就是机床回收后翻新了。因此,多看看螺丝对于辨别是否翻新的机器很有帮助。再看溜板的齿条,这个地方要看清,不要有缺螺丝的现象,不要有垫过垫片的,试着走走大溜板,在接齿条的地方不应有过渡不良的感觉;再试着走走其他的能动的地方,机床回收感觉一下是否异常,都正常的话,那就用手用力的晃一晃刀台上的手柄,看看有没有哪个地方动的比较大,比如大溜板和床身之间。
试,Z重要的是看看调整镶条的大小,镶条的厚度越小越好,说明没有太大的磨损或没有大修过。所有的都看完了,那么就要试试机械结构了,所有的转速,进给都要试一下,机床回收特别是进刀要试一下,挂上走刀后要来回的搬几下,看看走刀掉不掉。试完后看看光杠丝杠磨损大不大
按机床工作部件的数目不同可分为单刀和多刀机床或单轴和多轴机床等。
按自动化程度不同可分为手动操作机床、半自动机床和自动机床三种。半自动和自动机床在机床型号中分别用汉语拼音字母B和z表示。
随着机械行业的发展,新机床也在不断地出现,运渐实现数控化、智能化,加工工序也更加集中,一台机床的功能也越来越强大。如具有自动换刀功能的数控镗铣床,集中了钻、铣、镗等多种类塑机床的功能。由此可见,新型机床的出现势必也要引起二手机床回收分类方法的改变。
近几年来,国内外卧式镗铣床和落地铣镗床的技术发展非常快,其特点是产品结构不断更新,新技术应用层出不穷,工艺性能复合化,速度、效率不断提高,精细化制造。安徽镗铣床回收,安徽镗床回收也会受市场影影响,北方远腾也会与时俱进学习,主要是从以下两点:
一,结构特点
卧式镗铣床
卧式镗铣床的主要关键部件是主轴箱,安装在立柱侧面,也有少数厂家采用双立柱的热对称结构,将主轴箱置于立柱中间,这种结构Z大特点是刚性、平衡性、散热性能好,为主轴箱高速运行提供了可靠。但是,双立柱结构不便于维护保养,是当今采用的厂家不多的原因。主轴箱移动多通过电机驱动滚珠丝杆进行传动,是主轴驱动核心传动装置,多采用静承支承,由伺服电机驱动滚珠丝杆进行驱动。由于主轴转速越来越高,主轴升温快,现在,已有很多厂家将采用油雾冷却以替代油冷却,更有效地控制主轴升温,使其精度得到有效。
主轴系统主要有两种结构型式,一种是传统的镗杆伸缩式结构,具有镗深孔及大功率切削的特点;另一种是现代高速电主轴结构,具有转速高,运行速度快,、高精的优点。
高速电主轴在卧式镗铣床上的应用越来越多,除了主轴速度和精度大幅提高外,还简化了主轴箱内部结构,缩短了制造周期,尤其是能进行高速切削,电主轴转速Z高可大10000r/min以上。不足之处在于功率受到限制,其制造成本较高,尤其是不能进行深孔加工。而镗杆伸缩式结构其速度有限,精度虽不如电主轴结构,但可进行深孔加工,且功率大,可进行满负荷加工,,是电主轴无法比拟的。因此,两种结构并存,工艺性能各异,却给用户提供了更多的选择。
现在,又开发了一种可更换式主轴系统,具有一机两用的功效,用户根据不同的加工对象选择使用,即电主轴和镗杆可相互更换使用。这种结构兼顾了两种结构的不足,还大大降低了成本。是当今卧式镗铣床的一大创举。电主轴的优点在于高速切削和快速进给,大大提高了机床的精度和效率。
卧式镗铣床运行速度越来越高,快速移动速度达到25~30m/min,镗杆Z高转速6000r/min。而卧式加工中心的速度更高,快速移动高达50m/min,加速度5m/s2,位置精度0.008~0.01mm,重复定位精度0.004~0.005mm。
一,主电机不能启动
原因
1、主电机启动电路故障,如:未释放急停按钮、电缆接线松动、24V控制电源等;
2、主电机启动部分的相关元器件故障,如:热继电器、断路器、交流接触器等过载保护或已损坏;
3、电源问题;
措施
1、检查主电机启动电路是否有急停未释放、接线松动,24V控制电源;
2、检查主电机启动电路部分的元器件是否有过载保护,若有需分析原因,检查有无元件损坏;
3、检查三相电源是否正常;
二,折弯时滑块有时不能回程
原因
1、空载不能回程,可能为参数问题或液压故障;
2、加工时不能回程,工件角度未达到设置值;
3、加工时不能回程,工件角度已超过设置值;
措施
1、调试Y轴折弯部分参数,折弯参数应根据实际调试,部分增益太小,滑块会折不动或折不到位,太大滑块会抖动,应该将参数调整为动作时滑块不抖动,增益尽量大一点;或者是诊断程序中左、右阀偏置设置不好,太小Y轴不能到位,太大Y轴不能卸荷;如果 是液压故障,需要检查主压力,检查PV阀S5是否一直处于得电位置;
2、可能Y轴折弯部分参数增益设的偏小,可适当增加;或者压力不够,分析压力不够原因,是编程原因还是信号、液压部分原因;编程原因主要有模具选择、板厚、材质、工件长度、折弯方式等,液压原因主要有油泵是否内泄漏,比例压力阀是否污染或损坏,滤芯是否被堵住,油液是否已经污染等;
主要是编程和操作原因,检查所编程序和加工的工件;
三,压模具时,两边高度不一致
原因
1、背压两边不一致,背压设置可能偏高;
措施
1、将两边背压调到规定值,保持一致;
四,任意阀被卡住
原因
1、油液使用时间太长,已污染;
2、油品质量太差;
3、油箱内进油口的橡胶皮有无老化;
措施
1、建议客户按时更换油液;
2、更换推荐使用的油液;
3、更换耐油胶板;
五,滑块不能快速下行
原因
1、滑块导轨调的太紧;
2、后挡料轴未到位;
3、滑块不再上死点位置;
4、脚踏开关等信号未进入模块;
5、比例伺服阀有故障;
措施
1、检查滑块导轨是否合适;
2、检查系统上X实际位置处是否有光标,或在手动界面检查后挡料轴的编程值与实际值是否一致;
3、系统上Y轴状态应该为“1”,如果为“6”,检查Y轴实际坐标,数值应小于Y轴与回程的差值;
4、根据电器原理图,检查脚踏开关等输入信号是否正常;
5、检查比例伺服阀反馈是否正常
六,滑块工进时在速度转换点等待时间太长
措施
1、检查Y轴状态是否由“2”变为“3”,Y轴实际值应大于速度转换点值,如果不是需调整快进部分参数;
2、重调Y轴折弯部分参数;
3、检查是否为编程操作原因,还是参数设置原因,或者是液压原因;可借助压力表、万用表等先检测主压力及比例压力阀的信号,再检查比例压力阀、主减压阀是否被卡住,然后检查滤芯及油液,Z后检查油泵及其联轴器
十,有时主电机自动停止,热继、断路器保护
原因
1、比例压力阀、主减压阀被卡住,机床一直在加压状态;
2、滤芯堵塞,出油不畅,油泵压力一直很高;
3、油液使用时间太长,已污染;
4、油品质量太差;
5、断路器、热继出问题,达不到额定电流就动作;
6、系统控制压力输出部分故障,发出错误的信号,使比例压力阀一直工作;
措施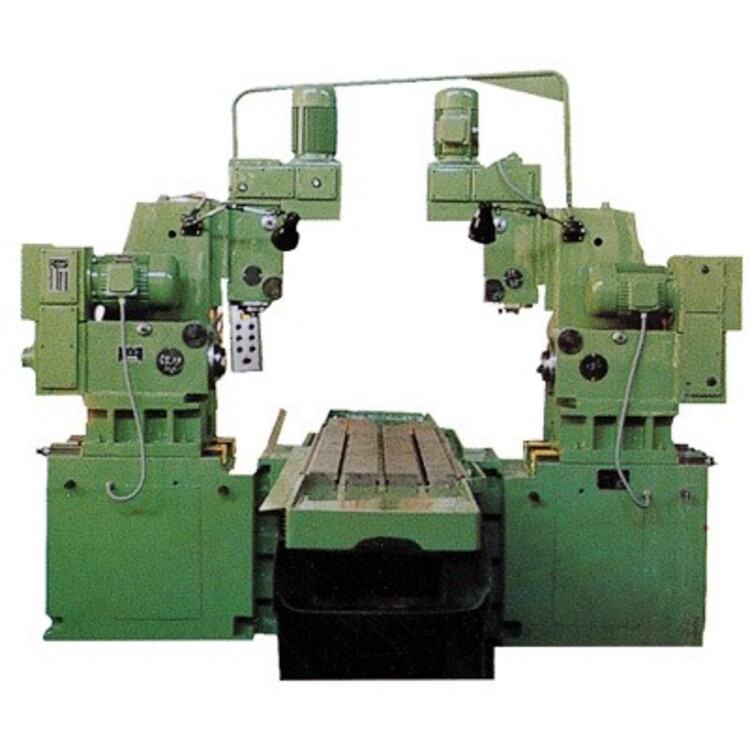
二手数控折弯机回收后使用方法咨询众创二手机械设备回收有限公司,从事重庆二手机床回收八年,话不多说我们来看干货
一种装置活动刀模夹的折弯剪板机、数控折弯机模具与传统数控折弯机模具的区别是在滑动上梁装置了一个活动刀模夹,在活动刀模夹上同时装有折弯模和剪板刀或者同时装有两种折弯模,在活动刀模夹上装折弯模和剪板刀的称折弯剪板机;在活动刀模夹上装两种都是折弯模的称数控折弯机模具。折弯剪板机使用时控制推动活动刀模夹转动到相应的位置就可变换成折弯功能或剪板功能;数控折弯机模具使用时推动活动刀模夹转动到相应的位置就可变换成薄板折弯模折弯功能或厚板折弯模折弯功能。折弯剪板机的操作使用与单一的数控折弯机模具或单一的剪板机一样方便,制造材料却大幅减少;数控折弯机模具换模快,使用非常方便。
全自动塑料折角机属电气一体化全自动机械设备。根据塑料板加热变软熔化焊接的原理研制而成,它适合所有热塑性材料的折角。速度快,折角处理表面美观,强度高。液压剪板机又分为摆式与闸式.摆式活性炭由于是圆弧运动,而圆弧刀片制作又相当困难,一般是用刀片之后做垫铁补偿,所以所得出的间隙并不,剪出来的板料也不是很理想.因为是弧形运动,其刀片也不能做成矩形,而应做成锐角,所以刀片的受力情况也不理想,刀片损伤也较厉害.做摆式剪板机国内代表为天水机床厂与冲剪机床厂.闸式液压剪板机就克服了以上所有毛病.但目前国内厂家能做闸式剪板机的并不多。相对于剪板机,数控折弯机模具的技术含量要稍为高一点.目前国内常见的有G形的与F形的,F形的应该是国内的传统产品,其采用是内置式可调机械挡块定位,由于是内置式其抗偏载能力相当弱,故有黄石在早期数控折弯机模具中设有平衡阀,但也由于液压,过繁杂,给后期维护与稳定带来很严重的问题.后一种是在F型机型改进之后的G型,其采用外滑板机械定位,较之F型其更为简单,调试更为方便,即使在两边角度相差的情况之下也可以由非人士加垫片得以解除问题.
现在还有一种就是H型数控折弯机模具,其结构较之前两种有很大不同,其为杠杆式结构,一般用于大吨位数控折弯机模具,通过杠杆放大原理,把力放大.同时其采用电液数结合的位置控制,使其在同吨位的数控折弯机模具上性价比尤高.但是国内能够生产此种机型的厂家并不多,数控液压板料数控折弯机模具床的主要特点: WC67K型数控折弯机模具,采用钢板焊接结构,振动时效消除应力,机床具有很好的刚性和稳定性,整个机架刚性好,工作平稳、安全可靠、操作方便,通过数控折弯机模具数控系统和液压系统的协调控制,达到理想的折弯效果

山东回收旧机床山东旧机床回收选择山东二手机床回收中心
30000元
产品名:山东机床回收站,山东数控机床回收,山东旧机床回收中心,山东二手机床回收

运城工具铣床回收-废旧机床设备回收平台
面议
产品名:陕机床回收

宣城立式车床回收二手机床回收店铺
面议
产品名:二手机床回收
文安回收橡胶设备京津冀地区回收站
面议
产品名:河北液压机回收,整厂机床设备回收,龙门加工中心回收,二手液压机回收,闭式压力机回收,摩擦压力机回收,框式液压机回收,单柱压力机回收,四柱液压机回收,螺旋压力机回收,龙门压力机回收,锻造压力机回收,高速压力机回收,开式压力机回收,伺服压力机回收,单柱压力机回收,高速压力机回收,高速液压机回收,龙门液压机回收,压装液压机回收,双动液压机回收,单动液压机回收,气动冲床回收,机械冲床回收,气动冲床回收,数

河南商丘回收双柱立车机床设备回收价格/报价
面议
产品名:河旧机床回收,河南回收,河南郑州回收,河南新乡回收,河南开封回收,河南洛阳回收,河南平顶山回收,河南安阳回收,河南鹤壁回收,河南焦作回收,河南濮阳回收,河南许昌回收,河南漯河回收,河南商丘回收,河南三门峡回收,河南商丘回收,河南信阳回收,河南周口回收,河南驻马店回收,河南济源回收,河南南阳回收

镇江锻造压力机回收回收压力机厂家
面议
产品名:二手液压机回收,回收压力机厂家,服务咨询中心,公司价格公道

石嘴山液压机回收旧机床回收市场
面议
产品名:二手旧机床回收,选宁夏机床回收服务公司,各种机床回收商城,各种机床回收厂家,旧机床回收市场

河南鹤壁回收双柱立车机床回收公司
面议
产品名:河旧机床回收,河南回收,河南郑州回收,河南新乡回收,河南开封回收,河南洛阳回收,河南平顶山回收,河南安阳回收,河南鹤壁回收,河南焦作回收,河南濮阳回收,河南许昌回收,河南漯河回收,河南商丘回收,河南三门峡回收,河南商丘回收,河南信阳回收,河南周口回收,河南驻马店回收,河南济源回收,河南南阳回收