


淬火油通常可以用于以下零部件及材质:
1、 模具:生产曲轴、连杆、转向节等传动部件需要使用模具,这些模具的尺寸较大,而且不容易淬透,如果冷速过快,工件容易裂开。因此,建议使用快速、超速淬火油。
2、 齿轮:这类产品通常需要经过渗碳热处理,以提高齿轮的耐磨性和抗疲劳性能。对于中小型齿轮,还需要考虑变形性和的要求,因此通常会使用淬火油作为冷却介质。
3、板簧:这类零件的厚度变化较大,容易产生裂纹,同时也不容易淬硬,因此需要采用快速淬火油。
4:标准件:这种产品,其尺寸和形状都按照特定的标准进行制造和生产,通常具有统一的规格和质量要求。
这种产品材质多样,且大多数小件零件采用多用连续炉生产,淬火油进行冷却。此外,轴承钢、高速钢和不锈钢等材料制造的小件产品,同样也采用多用炉生产,并使用多用炉淬火油作为冷却介质。
淬火油的一般使用温度为60~80摄氏度,并配有冷却和搅拌装置,以油品不易老化。在淬火油的使用过程中,严格遵守热处理工艺要求,以防止外来污染。同时,还需要监测油品的状态,并及时采取调整措施,这是淬火油良好使用的重要手段。
采用水溶性淬火冷却介质的汽车零部件一般可以分为以下几类:
1、曲轴:发动机的核心零部件生产工艺要求连续化水平高,普遍应用的是PAG类水溶性淬火冷却介质。
2、小型轴类产品:PAG类水溶性淬火冷却介质可用于各种小轴类产品,包括半轴、连杆、半轴套管、转向节、转向球头、转向臂和转向接口等。这种淬火介质可以应用于各种不同结构简单或复杂的产品。但是,建议在使用前进行具体试验。
3、对于需要进行渗碳淬火处理的工件,我们需要进行以下步骤:
(1)需要将工件进行预热处理,以确保工件表面温度达到所需温度。
(2)我们需要将工件与加热介质接触,以便工件表面能够均匀地吸收加热介质。
(3)需要控制加热温度和时间,以确保工件表面能够均匀地淬火处理。
(4)需要对淬火后的工件进行冷却处理,以使其表面达到所需的硬度和韧性。
因此,淬火处理的工件需要进行预热、与加热介质接触、控制加热温度和时间,并对淬火后的工件进行冷却处理。
许多汽车零部件需要进行渗碳或碳氮共渗处理,以增强其耐磨性和提高抗疲劳强度。通常使用的材质包括20Cr、20CrMnTi和20CrMnMo,它们通常使用淬火油作为冷却介质。
4、感应热处理工件: 这些工件(曲轴、半轴、花键轴、传动轴等)都需要进行感应热处理。为了满足热处理的要求,通常会使用PAG水溶性淬火冷却介质。
在使用PAG水溶性淬火冷却介质之前,需要检查介质浓度。一般情况下,介质浓度的变化范围应该在设定使用值的±1%之内。此外,还需要对淬火冷却介质进行充分的搅拌。通过利用空气中的氧气,可以有效地杀灭细菌,从而防止或尽量减少各种污染的出现。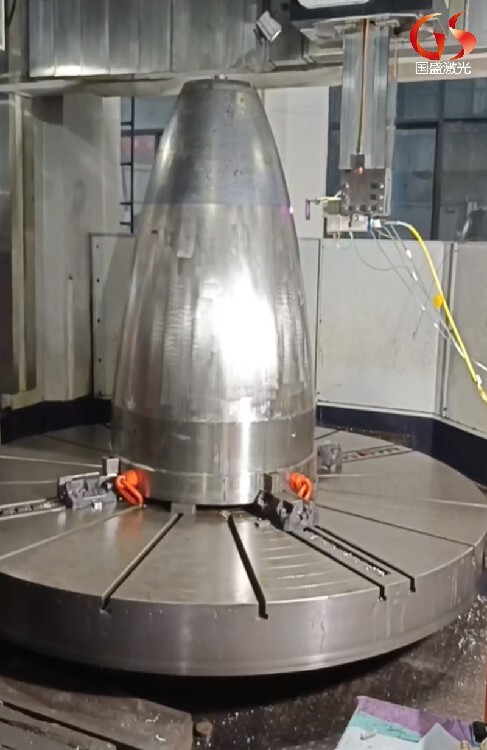
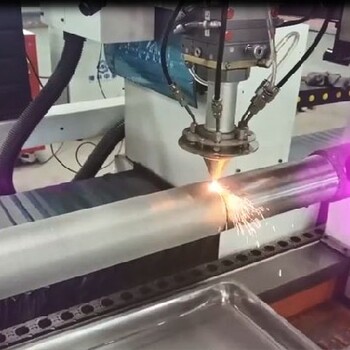
激光淬火技术在钢材上的应用:
激光淬火具有柔性灵活、质量稳定、定位准确、工件变形小、应力低等特点,适用于机械制造、冶金、煤矿、石油、石化、兵器、航空航天等领域。激光淬火深度一般为0.8~1.0mm,硬度比传统淬火高2~3HRC。国盛激光研发的激光淬火设备淬硬层深度可达2mm。例如大型阀座淬火深度为1-3mm。 75CrMo轧辊淬火深度为2mm,硬度由HS40提高到HS85,使用寿命提高6倍。汽轮机叶片三维曲面激光硬化层深度、硬度均匀,0.2~0.8mm可控,硬度HV400~490可控。瓦楞辊经激光淬火后使用寿命提高5倍。
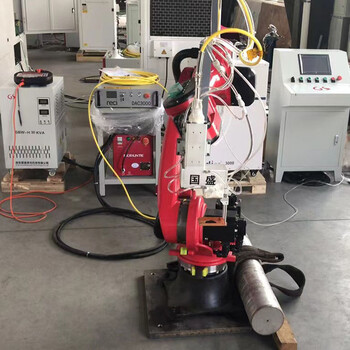
西安国盛激光淬火设备采用激光器,工业机器人及控制系统,组成多轴联动的柔性激光加工系统。根据零件的形状及工艺需求,定制机型。现在又研发出了八轴淬火设备和移动式激光淬火设备,更方便了不能移动式工件的加工修复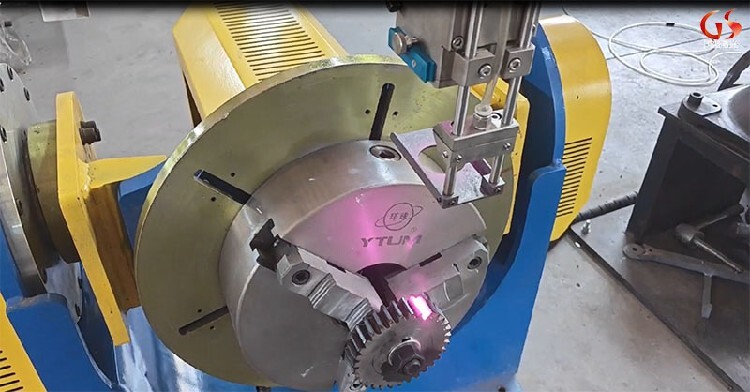
齿轮激光淬火优点:
1、特殊优点:齿轮经过激光淬火后,齿面硬,根软。
2、耐磨性高:经过激光淬火处理的齿轮硬度高,金相组织细密,比传统淬火工艺具有更好的耐磨性。激光淬火使组织产生压应力,提高齿轮的抗疲劳能力。
3、变形小:激光淬火齿轮齿形变形在0.01mm以内,无裂纹,并能保持原有的表面粗糙度。激光淬火后的齿轮可直接安装使用。
4、生产周期短:由于激光淬火变形小,一般不需要再次磨削齿轮,简化了生产工艺,提高了生产效率,降低了生产成本。
5、扩大齿轮材料选择范围:可采用钢种制造齿轮,并可通过激光淬火提高齿面硬度,使用要求。
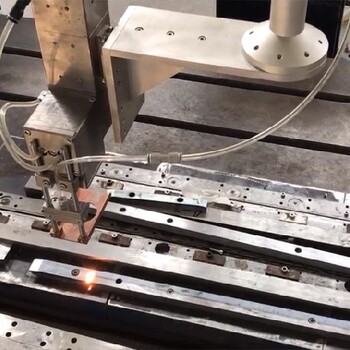
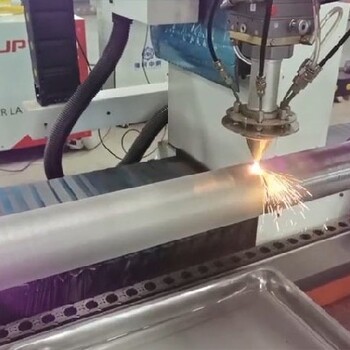
淬火加工是将金属材料加热到一定温度,然后快速冷却,以提高材料硬度和耐磨性的热处理工艺。走轮激光淬火是利用激光束对走轮表面进行淬火,以提高其硬度和耐磨性,延长其使用寿命的一种新型热处理工艺。
传统的淬火加工方法通常采用油冷或水冷,但这些方法都存在冷却不均匀、淬火效果差等缺点。相比之下,激光淬火加工具有更高的淬火质量和效率。
走轮激光淬火加工的基本原理是利用高能激光束照射走轮表面,使其快速加热到淬火温度,然后快速冷却,实现淬火处理。
走轮激光淬火加工工艺具有以下优点:
1、淬火质量高:由于激光束能量密度高,可以快速加热和快速冷却,以获得均匀的淬火效果。
2、:行走轮激光淬火加工可以在短时间内完成淬火过程,提高生产效率。
3、适用范围广:该工艺适用于钢、铸铁、有色金属等多种金属材料的淬火处理。
4、环保:走轮激光淬火过程中不使用任何化学品,不会对环境造成污染。
走轮激光淬火加工工艺流程如下:
1、将走轮放置在激光淬火装置上,调整位置,使其表面与激光束对齐。
2、打开激光器,将激光束照射在走轮表面,使其快速加热到淬火温度。
3、开启冷却系统,使走轮表面快速冷却,实现淬火处理。
4、关闭激光和冷却系统,取出走轮,完成淬火过程。
走轮激光淬火加工的应用范围非常广泛,可应用于各种机械设备的走轮表面处理,如汽车、工程机械、农业机械等。此外,该工艺还可以应用适用于齿轮、轴类零件等精密零件的表面处理。
与传统淬火加工相比,行走轮激光淬火加工具有更高的硬度和耐磨性,可以提高零件的使用寿命和性能。同时,由于该工艺具有、适用范围广、环保等优点,可以大大降低生产成本,提高生产效率。因此,行走轮激光淬火加工是一种潜力的热处理新工艺。

激光淬火技术在钢铁行业的应用实例
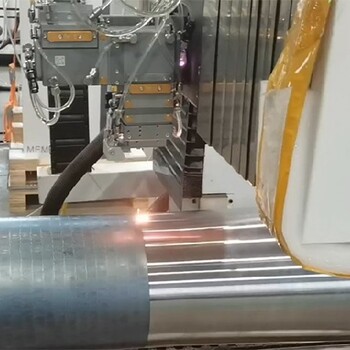
1、轧辊的激光合金化
轧辊是轧钢机中产生金属连续塑性变形的主要工作部件和工具。长期恶劣的工作条件会导致表面起皮、裂纹甚至断裂。用激光对轧辊进行合金化处理,可有效延长轧辊的使用寿命。通过棒辊激光合金化处理,不变形、耐高温、耐腐蚀,钢材通过能力显著提高。
2、辊底式激光淬火
炉底辊作为高温板坯传输媒介,长期在充斥腐蚀性气体的高温环境下工作,与高温板坯直接接触的辊环,表面易出现粘钢、结瘤、氧化、腐蚀、磨损、高温蠕变等现象,特别是由粘钢和结瘤造成的板坯下表面凹坑、划痕、重皮等各类质量缺陷,在硅钢、冷轧原料等软钢上表现的尤为。在辊环表面激光淬火一层耐高温、抗氧化、耐磨损的新材料。炉底辊在使用寿命期间表面结瘤或氧化皮疏松、剥落,可能影响钢板,钢坯的后续轧制质量,可有效提高生产线的经济效益。激光淬火技术可对各种导轨、大型齿轮、轴颈、气缸内壁、模具、减震器、摩擦轮、滚轮、和滚轮零件等表面进行强化处理。适用材料为中、高碳钢和铸铁等。

夹送棍激光熔覆修复原理及优势
面议
产品名:激光熔覆,激光熔覆设备,高速激光熔覆,激光熔覆修复

宽带激光熔覆修复技术修复轴的工艺流程及性能特点
面议
产品名:激光熔覆焊机,激光熔覆,激光熔覆设备,高速激光熔覆

激光熔覆技术在各行业大型构件修复中的应用前景
面议
产品名:激光熔覆焊机,激光熔覆,激光熔覆设备,高速激光熔覆
激光淬火的原理及技术特点
面议
产品名:激光淬火,激光淬火设备

轴类零件的激光熔覆修复技术及工艺
面议
产品名:激光熔覆,激光熔覆设备,激光熔覆修复

安徽芜湖激光熔覆设备
面议
产品名:国盛激光熔覆设备
山东威海激光熔覆设备
面议
产品名:国盛激光熔覆设备

江西鹰潭激光熔覆设备
面议
产品名:国盛激光熔覆设备