





钢板切割是指把各牌号的中厚钢板用数控火焰切割机或者激光等离子切割机按照设备生产图纸, 切割成设备所需的工件几何图形,随着现在装备制造业的高速发展,钢板切割设备也得到了高速发展,现代钢板切割设备通常使用数控设备进行切割,切割成品切口整齐,精度可达到0.1MM,精密度高,可以取代Z轴方向没有形状要求的浇铸件,并且内在质量远远好于浇铸件。
钢板切割方面:钢板材质质量好,我司先对钢板进行校平(800吨油压校平机),其次再把钢板吊上数控切割机的割床,校水平然后焊死,再开始切割。切割45#钢当室温低于10℃时,切割前加热切割后保温防止切割开裂;切割内孔时,机械钻孔,再在钻孔起火切割,使内孔光滑。一切为了好的质量。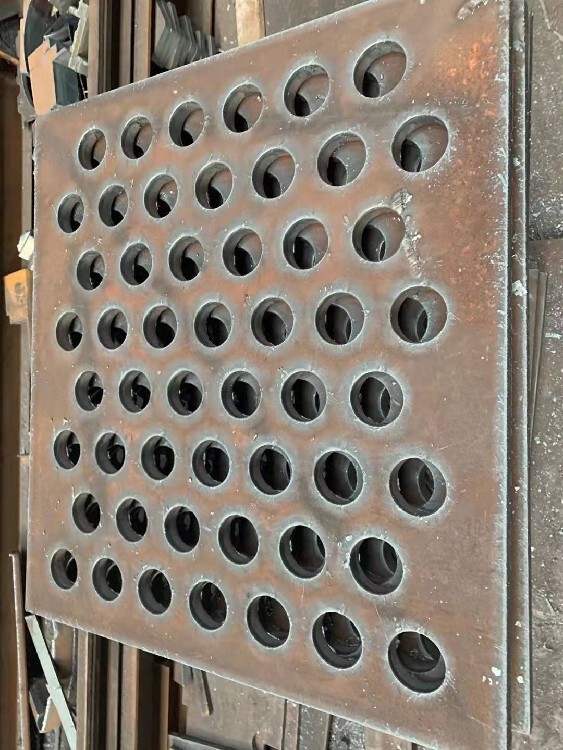
特厚碳板零割120*2000*9400 45#
特厚碳板零割125*1950*8700 45#
特厚碳板零割130*2200*7900 45#
特厚碳板零割135*1950*8100 45#
特厚碳板零割140*1900*7100 45#
特厚碳板零割145*1950*7000 45#
特厚碳板零割150*2200*6900 45#
特厚碳板零割155*2000*7200 45#
特厚碳板零割180*2000*6500 45#
特厚碳板零割190*2000*6100 45#
特厚碳板零割195*2000*5900 45#
特厚碳板零割200*2000*5800 45#
特厚碳板零割205*2000*5700 45#
特厚碳板零割210*2000*5600 45#
特厚碳板零割215*2000*5400 45#
特厚碳板零割220*2000*5300 45#
特厚碳板零割230*2000*5500 45#对外提供j沙钢卷板开平,钢板切割以及钢板外协加工各种机械零部件。钢板切割圆盘法兰、钢板切割圆环、钢板下料方块。以及钢板数控切割复杂的异型件、仿 形件。
钢板切割及钢板切割成品主要用于各种机械设备制造,模具制造、大型钢结构、重工企业、电力设备及船泊设备。我公司可根据客户提供的产品图纸,进行钢板切割及钢板深加工。
切割方法:钢板在切割小型部件时,焊q和预热所供应的热量将会在工件中聚集。切割不见尺寸越小,切割工件尺寸不得小于200mm,否则工件就将有软化的风险。软化风险的办法是冷切割,例如水射流切割。若使用热切割,则有限选择等离子或激光切割。这是因为火焰切割给工件提供更多的热量,因此提高了工件的温度。
水下切割方法:限制和降低软化区范围的方法,在切割过程中使用水来楞伽钢板及切割表面。因此,钢板即可放在水中切割,也可以向切割面喷水进行切割。使用水下切割方法可选择等离子或火焰切割。水下切割具有以下特征:
切割热影响区小;
我公司以格为广大用户提供质的钢板,铁板,另外可以提供钢板切割业务,可切割材质有Q235B,Q345BS45C 等,宽度4000款,可切割350mm特厚钢板诚信,
欢迎来人考察,具体规格以及价格以电话询价为准!江浙沪以外客户,请先传真图纸或下料尺寸,我们会以书面方式回复报价,价格确认后,
可以来我公司洽谈具体操作步骤,定金到账后,100吨以内产品两日内基本可以交货,我公司有数控切割床三台,图形尺寸比较复杂的请客户带好CAD下料图,
1)选择合适的板材规格
抽油机零件形式繁多、形状不规则、面积较大,所以给数控切割排料计算时带来的工作难度加大。以8mm厚的钢板为例,使用8mm钢板用于W6和W7型抽油机的驴头侧板,其零件形状呈梭形,尺寸是2700mm×698mm(长×宽),现在使用两种不同规格的钢板进行对照:钢板规格:2200mm×7200mm×8mm,驴头侧板下料数量:6个。钢板规格:2200mm×8200mm×8mm驴头侧板下料数量8个。可见若能根据实际切割排列方式购买合适规格板材将减少很多不必要的浪费。
(2)钢板的质量
在库房保管员验收时,发现钢板已经生锈或已经变形弯曲的情况下,禁止钢板入库。弯曲变形的钢板会加大切割难度,容易造成切割质量差,并且切割完毕后需要大锤敲打校形,影响产品外观并增加制作工时,耽误生产进度。若钢板发生锈蚀,则在切割过程中,很容易出现断线、切割面不平等现象。
刚开始使用数控火焰切割机时,由于不熟悉操作情况,将穿孔起点的距离为10-15mm,后随着使用时间的变长,我们发现将穿孔起点到需要切割的零件之间的距离定为割嘴的直径到半径就可以,一般为3-4mm即可。这样操作可以减少穿孔和预热时间以及降低氧气的使用量。
, 刚开始使用数控火焰切割机时,由于不熟悉操作情况,将穿孔起点的距离为10-15mm,后随着使用时间的变长,我们发现将穿孔起点到需要切割的零件之间的距离定为割嘴的直径到半径就可以,一般为3-4mm即可。这样操作可以减少穿孔和预热时间以及降低氧气的使用量。

山西60SI2MN切割价格
面议
产品名:钢材切割

福建加工切割价格
面议
产品名:钢材切割
贵州Q235B切割价格
面议
产品名:钢材切割

常州不锈钢切割价格
面议
产品名:钢材切割

宜春40cr切割价格
面议
产品名:钢材切割
陕西精加工切割价格
面议
产品名:钢材切割
辽宁弹簧钢板切割价格
面议
产品名:钢材切割
湖北弹簧钢板切割价格
面议
产品名:钢材切割