




高频焊接H型钢下游的行业发展对于它的发展有着非常强的导向性,它们的发展变化影响着型钢未来的发展,有时甚至会起到决定性作用。
1、钢结构行业
先要说的便是钢结构行业,因为高频焊接H型钢常用的场所还是钢结构中的梁或柱。钢结构目前是我国常用的建筑结构之一,由于我国的钢结构起步较晚,所以目前也只是处于发展阶段,但随着时间的推进它会越来越好。
钢结构建筑的要求较多,耐火、耐腐、耐高温等都是它对建材的要求,而高频焊接H型钢今后应该也会向着这个方面发展,以满足钢结构。
2、本行业
从整体来看,型钢的种类也很多,他们各具特色,能运用到不同的结构中,但其中不乏有可以互相替代的存在,如同高频焊接H型钢与热轧H型钢,两种同属H型钢,它们的功能存在共性,具有替代性。高频焊接H型钢若想站上风便要具有更多的优势。
3、其他行业
高频焊接H型钢的自重轻,截面性能强,拥有灾害抵抗性能、工期短、设计风格广泛、使用环保。这些优点使它的使用不仅仅局限于钢结构中,在桥梁、支护、海洋工程、航空工程中都能使用到它。它的市场在渐渐扩大,更加广泛。目前我们国民经济正在稳定增长中,一些基础建设也在兴建,高频焊接H型钢的用量预测将会。
高频焊接H型钢与埋弧焊焊接方式有什么不同
高频焊特点
无需添加任何焊剂、制作成本低、生产、交货周期短、以薄壁为主、焊接时变形小;
埋弧焊特点
需要以焊丝作焊剂、制作成本高、生产效率低、交货周期长、以中厚板为主、焊接时变形大。
高频焊是无需探伤检测,焊接强度为母材撕裂,焊缝仍完好连接。
(1)埋弧焊定义
埋弧焊是以连续送时的焊丝作为电和填充金属。焊接时,在焊接区的上面覆盖一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,形成焊缝。在电弧热的作用下,上部分焊剂熔化熔渣并与液态金属发生冶金反应。熔渣浮在金属熔池的表面,一方面可以保护焊缝金属,防止空气的污染,并与熔化金属产生物理化学反应,改善焊缝金属的万分及性能;另一方面还可以使焊缝金属缓慢泠却。埋弧焊可以采用较大的焊接电流。与手弧焊相比,其大的优点是焊缝质量好,焊接速度高。因此,它特别适于焊接大型工件的直缝的环缝。而且多数采用机械化焊接。埋弧焊已广泛用于碳钢、低合金结构钢和不锈钢的焊接。由于熔渣可降低接头冷却速度,故某些高强度结构钢、高碳钢等也可采用埋弧焊焊接。
(2)高频焊定义
同频焊是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦用而在工件内产生感应电流。高频焊是化较强的焊接方法,要根据产品配备设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。
埋弧焊技术常识
1935年,出现了埋弧焊(SAW)生产过程上的项,其中包括了位于颗粒化焊剂下的电弧。这项是由俄罗斯EOPaton焊接协会研发的。埋弧焊着名的应用是在第二次世界大战期间,用于T34坦克的制造。
一、过程特点
与MIG焊相似,埋弧焊包括在连续送丝的电和工件之间形成电弧。它的焊接过程是用焊剂产生保护气体和熔渣,并在焊接熔池中添加合金元素,不再需要其他保护气体。焊前,在工件表面放置一层很薄的焊剂药粉,当电弧沿着焊缝移动时,多余的焊剂可通过漏斗回收,焊接完成后,残余的熔渣层也可被方便地。由于焊剂层完全覆盖了电弧,所以热耗低。这样可使热效率达到60%(手工焊条电弧焊的热效率为25%)。焊接时不会看到弧光,没有飞溅,也不需要气体和烟尘过滤。
二、操作特征
埋弧焊通常是全机械化或全自动化的操作过程,但它也能进行半自动化操作。其焊接参数有:电流、电弧电压(影响焊道形状)、焊接速度、熔深以及焊缝熔敷金属化学成分。由于操作人员不能看到焊接熔池,所以在设置参数时需要更加仔细。
三、过程变量
根据材料的厚度、接头类型和零部件尺寸,改变以下变量,可以提高熔敷速度,改善焊缝成形。
四、焊丝
进行埋弧焊时通常采用交流或直流单焊丝,常见的有:双焊丝、三焊丝、带热丝的单焊丝、带金属粉末的焊丝。
通过较大幅度的提高焊接金属熔敷速度和运行速度,使生产效率得到了提高。
五、焊剂
用于埋弧焊的焊剂是颗粒状可熔性物质,包含氧化锰、硅、钛、铝、钙。
高频焊h型钢厂家高频焊接h型钢价格高频焊接H型钢的技术特点:(1)焊接速度快,可达到18-45m/分;(2)热影响小,容易控制h型钢变形;(3)可焊接不同材质组合的H型钢;(4)可实现微张力生产,减少焊接应力。技术水平:(1)截面尺寸误差小;(2)截面性能良;(3)截面尺寸可按用户要求定制的特点。高频焊H型钢效益分析:利用高频焊接H型钢材料发展轻钢结构建筑相对,1、缩短施工工期30-50%,可加速,节约;2、增加室内使用面积5%以上,减少了空间损失,比常规建筑降低综合成本约20%;3、由于结构重量轻,建筑物的基础造价大大降低;4、制作安装方便,可实现工厂化制作;5、节约用钢量,相对比与热轧型钢相比,节约用钢量10-30%。社会效益十分显著。高频焊H型钢加工:半成品高频焊接H型钢及成品钢结构构件的制作:可按图纸要求进行加工,以及打孔、加筋板(连接板)、柱脚板、抛丸除锈、喷漆等工序。
高频焊接H型钢有限公司(高频焊接H型钢厂家
我公司是生产高频焊接H型钢,H型钢,埋弧焊接H型钢,高频焊H型钢,高频焊接薄壁H型钢,的加工制造企业。我司本着质量,服务为源的精神,热忱期待与您!
公司投资4000余万元引进美国的高频焊接薄壁H型钢设备,高频焊接H型钢采用日本技术及的管理制度和的团队,生产各种规格高频焊接H型钢,国内水平,高频H型钢设计年生产能力6万吨。随着高频焊接H型钢这项技术在国内的广泛应用,设备工艺更加完善,高频H型钢产品质量得到了很大的提高。
用途:火车站雨棚,钢结构厂房,公共建筑,钢结构住宅,机场展馆,轻轨,工业设备,温室及养殖场,畜牧场,膜结构及网架结构建筑工程。
高频焊接H型钢的技术特点是:(1)焊接速度快,可达到18-45m/分;(2)热影响小,容易控制H型钢变形;(3)可焊接不同材质组合的H型钢;(4)可实现微张力生产,减少焊接应力。技术水平:(1)截面尺寸精度高;(2)截面性能优良;(3)截面尺寸可按用户要求定制的特点。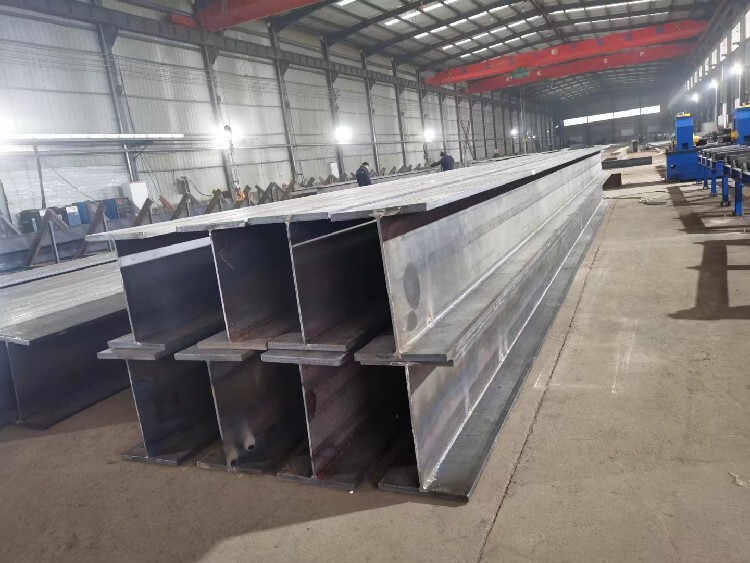
高频焊h型钢
一座建筑物的好坏会受到许多的因素影响,而其中能起到决定性作用的阶段应该是设计阶段。在设计阶段时工程师们会将自己的设计理念融入其中,而他们自身的知识深度也能影响设计水平的高低。什么地方应该着重注意,什么地方能够放宽要求,同样的设计,怎样才能做到省钱、省时、省力、合理,这些都是设计时需要深思熟虑的地方,接下来以高频焊接H型钢为例来看看设计时该注意哪些方面。
1、先要仔细确认建筑的功能要求,初步定制建造计划,挑选适合的高频焊接H型钢规格,在建筑质量的同时注重结构构造,达到实用性与美观度的统一。
2、根据成本制定材料需求,采购计划,运输路程等。合理地运用每一分钱,避免出现成本不够或成本过度浪费的情况。
3、仔细挑选高频焊接H型钢,避免买到存在缺陷的型材。
4、如何将高频焊接H型钢构件连接起来是需要深思熟虑的问题。连接方法不要随便选,定要选择适合的。节点的连接对于高频焊接H型钢结构的稳定性有很大的影响。据之前数据显示,大多数结构的破坏都是从节点部分开始,所以对于节点的要注重。
高频焊接H型钢柱的拼接,在翼缘上有使用高强度螺栓与拼接板组合而成的双剪拼接和单剪拼接两种方法;腹板则主要使用高强度螺栓与拼接板的双剪拼接。
热镀锌高频焊h型钢
热镀锌高频焊h型钢、热镀锌高频焊接h型钢厂家高频焊H型钢在反复的超负荷运行后会积累并产生局部的损坏,我们称之为疲劳破坏。像这种情况,不仅会出现在型钢本身,构件等其它区域也会出现。产生的原因会有不同,主要局别是在制造构件时会产生不足,导致裂缝。简单的来说是构建在疲劳损坏前已经发生磨损,我们称之为裂纹延展与裂断阶段。
裂纹的扩展速度非常缓慢,但是当它延伸到某个点后会立即断裂,过程往往只有一瞬间,让人措不及防。值得注意的是:千万不要对此抱有侥幸心理。
裂纹扩展初的断口会被荷载的反复打磨的很光滑,但断裂处非常粗糙,呈颗粒状。

新余桥梁桥梁伸缩缝梳齿D160型伸缩缝
150元
产品名:桥梁伸缩缝
丰台机械工字钢Q355C20a
3650元
产品名:工字钢
郑州机械工字钢Q355C20B
3650元
产品名:工字钢

鄂尔多斯核电镀锌方管天津分公司
3400元
产品名:镀锌方管

运城高铁镀锌方管天津分公司
3400元
产品名:镀锌方管
桃园县Q355C镀锌工字钢厂家
3650元
产品名:镀锌工字钢

阜阳核电桥梁伸缩缝梳齿D160型伸缩缝
150元
产品名:桥梁伸缩缝
崇明机械工字钢Q355C20B
3650元
产品名:工字钢