
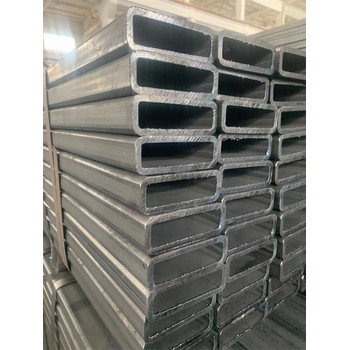




特殊方管(220*300*10)冷拔无缝方矩管来图定制加工
焊接矩形方管时,由于焊缝的表面缺陷,会导致材料的力学性能下降,同时检验方法也相应的发生变化。
1:焊接矩形方管的制作
焊接矩形方管主要是通过钢板的热轧工艺制成,将钢板进行热轧成型后,再进行焊接。焊接矩形方管制作过程中主要使用的焊接方法有:
1、埋弧焊。埋弧焊是将钢板堆焊在一起,并在两钢板之间形成一个埋藏的弧形,然后将两钢板经过高温熔化而焊接在一起。埋弧焊主要应用于中厚板的矩形方管的制作。
2、氩弧焊。氩弧焊是一种常用的焊接方法,它通常是通过氩弧焊机将两钢板经过高温熔化而焊接在一起。氩弧焊主要应用于薄板的矩形方管的制作。
3、钎焊。钎焊是将两钢板通过钎焊机焊接在一起。钎焊主要应用于薄板的矩形方管的制作。
方管酸洗工艺选用的酸洗液一般为多种酸的混合物。主要有、和等。这些混合酸的腐蚀性很强且具有很强的氧化性。腐蚀介质的温度也比较高。这些对防腐材料的耐蚀性能提出了很高的要求。方管适用的防腐材料有不少。其中的是树脂及其改性树脂。方管酸洗原理是使用酸性液体。去除预处理后方管表面的氧化物表皮。去除表面的金属离子。使其具有美好的光洁度。酸洗的材料形态有带洗、管洗、板洗、线洗等。由于热轧管坯存在裂纹等缺陷或冷拔管被制成油缸后。在使用过程中发生的断裂。几乎没有塑性变形发生。一般均为脆性断裂。
方管质量一定要控制好退火后的光亮度。影响因素也较多。本文大概列举了5个重要的因素。供参考。
1、退火温度是否达到规定温度。不锈钢方管热处理一般是采取固溶热处理。也就是人们平常所谓的“退火”。温度范围为1040~1120℃(日本标准)。你也可以通过退火炉观察孔观察。退火区的方管应为白炽状态。但没出现软化下垂。
2、退火气氛。一般都是采用纯氢作为退火气氛。气氛纯度是99.99%以上。如果气氛中另一部分是惰性气体的话。纯度也可以低一点。但是不能含有过多氧气、水汽。
3、炉体密封性。光亮退火炉应是封闭的。与外界空气隔绝。采用作保护气的。只有一个排气口是通的(用来点燃排出的)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处。看是否跑气。其中容易跑气的地方是退火炉进管子的地方和出管子的地方。这个地方的密封圈特别容易磨损。要经常检查经常换。
4、保护气压力。为了防止出现微漏。炉内保护气应保持一定的正压。如果是保护气。一般要求20kBar以上。
5、炉内水汽。
一方面检查炉体材料是否干燥。初次装炉。炉体材料要烘干。
二是进炉的方管是否残留过多水渍。特别管子上面如果有孔的话。千万别漏水进去了。要不然就把炉子气氛全破坏了。要注意基本上就是这些。正常的话。开炉后应该退20米左右的方管就会开始发亮。亮得反光的那种。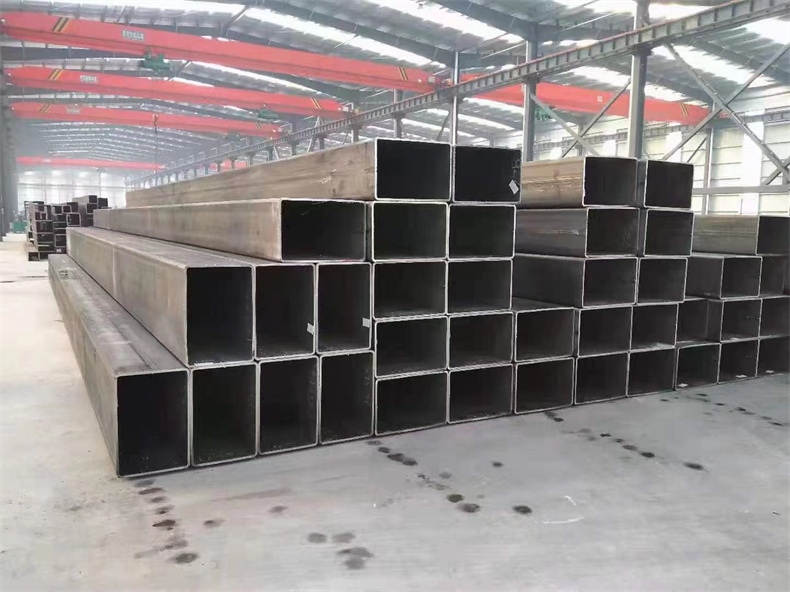 特殊方管(220*300*10)冷拔无缝方矩管来图定制加工不符标准,可采用机加工与定心敲击法结合修复。严重锈蚀时,应更换阀座。2膜片应光滑,无划痕,弹性符合要求。2控制阀5.2.1调节压力阀阀芯与阀座吻合严密,渗漏试验五分钟,渗漏不超过一滴。根据磨损情况,可相应采取机加工,定心敲击法或研磨法修复。无法修复则更换。2补油阀质量标准、检修方法与压力阀相同。3泵体部分5.3.1柱塞5.3.1.1与导向套配合尺寸公差为酱,圆度为.2mm,直线度为.22mm,表面粗糙度为,表面硬度HR5-55。1.2配合轴径与轴径同轴度.2mm。1.3修磨量.1D(D为直径)。2导向套5.3.2.1与柱塞配合尺寸公差为表面粗糙度5.3.2.2内径与外径同轴度为公.2mm。3密封图应有良好弹性,元老化裂纹现象,与柱塞配合面无划痕损伤。4曲轴、中轴部分5.4.1曲轴5.4.1.1主轴颈、曲柄颈与轴瓦配合尺寸公差为,圆度.2mm,直线度Φ.2mm,表面粗糙度。1.2主轴颈与曲柄颈平行度为.3mm。1.3主轴颈与曲柄颈修磨量为直径的.4。2轴瓦壳5.4.2.1与轴瓦配合表面无拉伤起毛现象,表面粗糙度。2.2与轴瓦配合表面与导向孔垂直度为.2mm。2.3两轴瓦壳组合后,其两端导向孔同轴度社.2mm。3轴瓦5.4.3.1与轴瓦壳配合寸公差为,与曲柄配合尺寸公差为,配合表面粗糙度5.4.3.2轴瓦键槽与键配合尺寸公差为。4曲轴套5.4.4.1与主铀颈配合尺寸公差为,表面粗糙度为。4.2内径与外径同轴度为Φ.2mm。5中轴5.4.5.1与轴套配合尺寸公差为,圆度为.2mm,直线度.2mm,表面粗糙度,调质处理。2配合轴径与轴径同轴度Φ.1mm。3修磨量为直径的.4。6中轴套5.4.6.1表面粗糙度。2内径与外径向轴度Φ.2mm。车与验收6.1试车前准备工作6.1.1清除泵座及周围一切工具和杂物。2检查各部连接螺栓是否紧固。3检查密封圈压紧程度。4检查曲轴箱、液压腔、控制阀油箱的润滑油是否充足。5盘车两周,注意泵内有无异声,盘车是否轻便。6检查电器部分与控制装置有无异常现象。7拆去联轴器柱销,检验电机转向是否正确。8装上联轴器柱销,按好安全罩,准备试车。2试车6.2.1开车前使泵头内充满水或料液。
特殊方管(220*300*10)冷拔无缝方矩管来图定制加工不符标准,可采用机加工与定心敲击法结合修复。严重锈蚀时,应更换阀座。2膜片应光滑,无划痕,弹性符合要求。2控制阀5.2.1调节压力阀阀芯与阀座吻合严密,渗漏试验五分钟,渗漏不超过一滴。根据磨损情况,可相应采取机加工,定心敲击法或研磨法修复。无法修复则更换。2补油阀质量标准、检修方法与压力阀相同。3泵体部分5.3.1柱塞5.3.1.1与导向套配合尺寸公差为酱,圆度为.2mm,直线度为.22mm,表面粗糙度为,表面硬度HR5-55。1.2配合轴径与轴径同轴度.2mm。1.3修磨量.1D(D为直径)。2导向套5.3.2.1与柱塞配合尺寸公差为表面粗糙度5.3.2.2内径与外径同轴度为公.2mm。3密封图应有良好弹性,元老化裂纹现象,与柱塞配合面无划痕损伤。4曲轴、中轴部分5.4.1曲轴5.4.1.1主轴颈、曲柄颈与轴瓦配合尺寸公差为,圆度.2mm,直线度Φ.2mm,表面粗糙度。1.2主轴颈与曲柄颈平行度为.3mm。1.3主轴颈与曲柄颈修磨量为直径的.4。2轴瓦壳5.4.2.1与轴瓦配合表面无拉伤起毛现象,表面粗糙度。2.2与轴瓦配合表面与导向孔垂直度为.2mm。2.3两轴瓦壳组合后,其两端导向孔同轴度社.2mm。3轴瓦5.4.3.1与轴瓦壳配合寸公差为,与曲柄配合尺寸公差为,配合表面粗糙度5.4.3.2轴瓦键槽与键配合尺寸公差为。4曲轴套5.4.4.1与主铀颈配合尺寸公差为,表面粗糙度为。4.2内径与外径同轴度为Φ.2mm。5中轴5.4.5.1与轴套配合尺寸公差为,圆度为.2mm,直线度.2mm,表面粗糙度,调质处理。2配合轴径与轴径同轴度Φ.1mm。3修磨量为直径的.4。6中轴套5.4.6.1表面粗糙度。2内径与外径向轴度Φ.2mm。车与验收6.1试车前准备工作6.1.1清除泵座及周围一切工具和杂物。2检查各部连接螺栓是否紧固。3检查密封圈压紧程度。4检查曲轴箱、液压腔、控制阀油箱的润滑油是否充足。5盘车两周,注意泵内有无异声,盘车是否轻便。6检查电器部分与控制装置有无异常现象。7拆去联轴器柱销,检验电机转向是否正确。8装上联轴器柱销,按好安全罩,准备试车。2试车6.2.1开车前使泵头内充满水或料液。

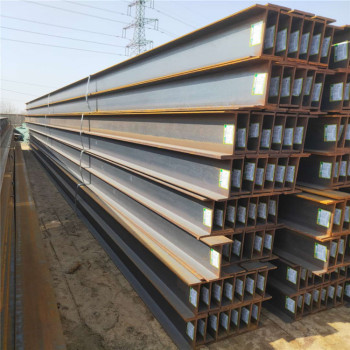
IPN欧标工字钢550x200x19x30直腿
面议
产品名:工字钢,欧标工字钢,低合金工字钢,工字钢厂家

IPN欧标工字钢160x74x6.3x9.5直腿
面议
产品名:工字钢,欧标工字钢,低合金工字钢,工字钢厂家
IPN欧标工字钢120x58x5.1x7.7直腿
面议
产品名:工字钢,欧标工字钢,低合金工字钢,工字钢厂家
IPN欧标工字钢80x42x3.9x5.9直腿
面议
产品名:工字钢,欧标工字钢,低合金工字钢,工字钢厂家

IPN欧标工字钢500x185x18x27直腿
面议
产品名:工字钢,欧标工字钢,低合金工字钢,工字钢厂家

IPN欧标工字钢100x50x4.5x6.8直腿
面议
产品名:工字钢,欧标工字钢,低合金工字钢,工字钢厂家

IPN工字钢160x74x6.3x9.5直腿型钢
面议
产品名:工字钢,欧标工字钢,低合金工字钢,工字钢厂家
欧标工字钢550x200x19x30型钢S355JRJOJ2
面议
产品名:工字钢,欧标工字钢,低合金工字钢,工字钢厂家