




活塞杆的主体结构和端部连接结构。活塞杆主体结构有实心和空心两种。实心活塞杆用在杆径较小的场合,当杆径较大时,为了减轻重童,将活塞杆做成空心的。空心活塞杆的一端留有气孔,使焊接和热处理时能排出热气。活塞杆端部与工作机械的连接结构,根据不同的使用要求。主要有以下几种形式:焊接式单耳环;整体式单耳环;光滑端部;双耳环;球头;外螺纹连接;内螺纹连接。活塞的材料通常采用钢,耐磨铸铁,灰铁HT15-33, HT20-40和铝合金等。实心活塞杆的材料为35号,45号钢,空心活塞杆的材料为35号,45号无缝钢管。
精密活塞杆通过滚压成形,在滚压表面形成冷加工硬化层,减少了磨削副接触面的弹塑性变形,从而加强了气缸杆表面的耐磨性,减少磨削的情况。轧制后,表面粗糙度下降,匹配性能增加。同时,减少了活塞杆移动时对密封圈或密封件的摩擦损坏,提高了气缸的整体使用寿命。
电镀杆活塞杆光亮轴常用的工艺有Cu/Ni/Cr、Ni/Cu/Ni/Cr、Cu—Sn/Cr等。经过抛光的制品表面镀装饰铬后,可以获得银蓝色的镜面光泽。在大气中经久不变色。这类镀层广泛用于汽车、自行车、缝纫机、钟表、仪器仪表、日用五金等零部件的防护与装饰。经过抛光的装饰铬层对光有很高的反射能力,可用作反光镜。
电镀杆活塞杆光亮轴电镀层在多层镍上镀微孔或微裂纹铬,是降低镀层总厚度,获得高耐蚀性防护一装饰体系的重要途径,也是现代电镀工艺的发展方向。 ②镀硬铬(耐磨铬) 镀层具有的硬度和耐磨性,可延长工件使用寿命,如切削及拉拔工具,各种材料的压制模及铸模、轴承、轴、量规、齿轮等,还可用来修复被磨损零件的尺寸公差。
电镀杆活塞杆光亮轴电镀设备工艺要求 1、镀层与基体金属、镀层与镀层之间,应有良好的结合力。 2、镀层应结晶细致、平整、厚度均匀。 3、镀层应具有规定的厚度和尽可能少的孔隙。 4、镀层应具有规定的各项指标,如光亮度、硬度、导电性等。 5、电镀时间及电镀过程的温度,决定镀层厚度的大小。 6、环境温度为-10℃~60℃。 7、输入电压为220V±22V或380V±38V。 8、水处理设备大工作噪声应不大于80dB(A)。 9、相对湿度(RH)应不大于95%。 10、原水COD含量为100mg/L~150000mg/L。
电镀杆活塞杆光亮轴电镀技术又称为电沉积,是在材料表面获得金属镀层的主要方法之一。是在直流电场的作用下,在电解质溶液(镀液)中由阳极和阴极构成回路,使溶液中的金属离子沉积到阴极镀件表面上的过程; 电流效率 :用于沉积金属的电量占总电量的比称为电镀的电流效率。 分散能力:镀液的分散能力是指一定的电解条件下使沉积金属在阴极零件表面布均匀的能力。 合金电镀:两种或两种以上金属离子在阴极上共沉积形成均匀细致镀层的过程叫做合金电镀(一般而言其小组分应大于1%)。 整平能力:整平能力(即微观分散能力)是指在金属表面上形成镀层时,镀液所具有的能使镀层的微观轮廓比基体表面更平滑的能力。它表达了基体金属的粗糙度比较小,波穴的深度小于0.5mm,波峰与波谷的距离很小的表面上镀层分布的均匀性。 针孔或麻点:氢气呈气泡形式粘附在阴极表面上,阻止金属在这些部位沉积,它只能沉积在气泡的周围,如果氢气泡在整个电镀过程中一直停留在阴极表面,则镀好的镀层就会有空洞或贯通的缝隙;若氢气泡在电镀过程中粘附得不牢固,而是间歇交替地逸出和粘附,那么这些部位将形成浅坑或点穴,在电镀工业中通常称它为针孔或麻点。 鼓泡:电镀以后,当周围介质的温度升高时,聚集在基体金属内的吸附氢会膨胀而使镀层产生小鼓泡,严重地影响着镀层的质量。这种现象在电镀锌、镉、铅等金属时尤为明显。 覆盖能力:覆盖能力(或深镀能力)也是镀液的一个重要性能指标,是指在一定的电解条件下使沉积金属在阴极零件表面全部覆盖的能力,即在特定条件下于凹槽或深孔中沉积金属镀层的能力,它是指镀层在零件布的完整程度。 氢脆:氢离子在阴极还原后,一部分形成氢气逸出,一部分以原子氢的状态渗入基体金属(尤其是高强度金属材料)及镀层中,使基体金属及镀层的韧性下降而变脆,这种现象叫做“氢脆”。

零切无缝钢管厂家首选山东玉铭金属材料
面议
产品名:无缝钢管
绗磨管—珩磨油缸管_油缸管-气缸缸筒
6元
产品名:油缸管

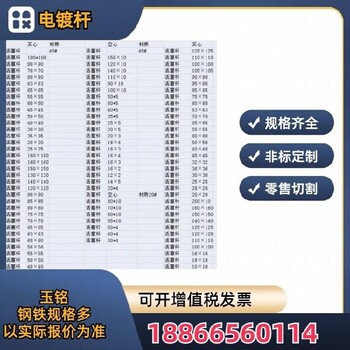
活塞杆镀铬棒,电镀杆
面议
产品名:电镀杆

邯郸冷拔精密光亮无缝钢管零切规格型号定尺零切加工
面议
产品名:冷拔精密光亮无缝钢管零切
沧州冷拔精密光亮无缝钢管零切价格哪里有
面议
产品名:冷拔精密光亮无缝钢管零切
阳泉冷拔精密光亮无缝钢管零切用途无缝钢管
面议
产品名:冷拔精密光亮无缝钢管零切
天津冷拔精密光亮无缝钢管零切厂家电话定尺零切加工
面议
产品名:冷拔精密光亮无缝钢管零切
精密耐磨管定尺零切加工
面议
产品名:冷拔精密光亮无缝钢管零切