


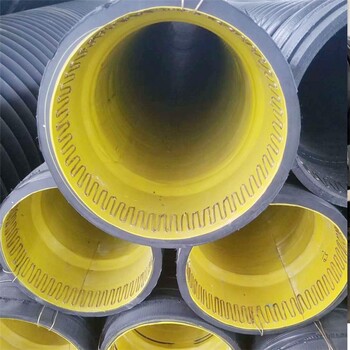


克拉管既热态缠绕成型高密度聚乙烯缠绕结构壁管一,是以高密度聚乙烯(HDPE)为原料,经挤出成型为方管后,再经缠绕、熔接等工序制造而成的一种管壁成方孔的螺旋状缠绕圆管,具有重量轻、刚度较大、韧性好、耐腐蚀、抗冲击、便于运输安装、输送率高、节能、使用寿命长等优点,属柔性管。其内径一般为200—3000mm,长度一般≤12m,是近年来国内外塑料管道的新品种, 特别适用于大口径排水、排污管工程,可广泛应用于市政、工业、民用和公共建筑的雨污水排放。
克拉管的主要用途:
克拉管主要应用于市政地下排水、排污、雨水收集、输水、通风等。 可用作铁路、高速公路、高尔夫球场、足球场等的渗、排水管。由于聚乙烯、聚炳烯材料具有优良的耐酸、碱及耐腐蚀能力,广泛地用于核电、钢厂、电厂、石化、码头、车站等领域,尤其是在滩涂、盐碱地、海底河床、软基础膨胀土、地震带等恶劣环境下具有优势。
克拉管的市场空间:
虽然具有广泛的用途,但本研究认为,主要应用于市政、工矿、码头排水(包括雨水,污水),沿海城市深海排污,大型引水,输油输气。众所周知,无论工业、农业、城市基础设施建设均离不开管道工程,国内每年敷设的各种输水输气管道都以万公里计算,随着工业发展和城市建设规模扩大,对管材品种、规格的多样化和质量的要求总是呈上升趋势。按城市下水道的普及覆盖率为65%,城市燃气化率达到50%,每年仅城乡住宅和城市基础设施的建设就需要各类管材总合就超过100万公里,排水管的使用量占3成以上,并且近十年塑料排水管道已经成为城市、工厂、码头、电厂等基础设施建设的首要选择,并且口径上也是向大口径发展,DN1500~DN3000的大口径塑料排水管在沿海城市需求逐年增大。
随着我国经济的快速发展以及新的更严格的环保要求,新的市政工程量和老城区改造等市政建设工程量越来越大,对管道的需求旺盛,克拉管的应用前景广阔。
HDPE高密度聚乙烯缠绕结构壁管是指:
产品名称:高密度聚乙烯(HDPE)缠绕增强管(缠绕增强管)(下称:克拉管)
采用标准:克拉管管材符合GB/T19472.2-2004规定的B型结构壁管;
连接方式:克拉管采用承插式电熔连接方式的缠绕管材。
主要原料:采用无害的高密度聚乙烯(PE)、聚丙烯(PP)波纹管为骨架管的管材,混合一定比列色母料进行科学均匀配比。
下管前检查管材是否损伤,特别承口与插口端,如有及时更换。 按规定削角(TS管:30-45°,活套管:20°)。不能把管材、件抛入沟中,应轻搬下放。
施工过程中应特别注意管沟两侧挖出之土方,防止挖出之石块坠落入管沟冲击管材,另施工完一段后应即刻回填,回填土质应为良质土,不得有坚硬物与管材接触,管材两侧及上方填良质土厚度为20~30cm以上。
管线中φ110mm以上的管件(弯头、三通、法兰末端)及分歧连接处做混凝土巩固,以管线日后正常使用。
管线安装完成待胶粘部位完全干固后(约48小时、低于10°时建议延长到60-96小时,进口胶可以8小时)再进行试水,试水管线长度以500m一段为宜,应特别注意待气温升高后或天气转暖后试水,严禁低温条件下进行试水作业,管线试压时要管道内水温与当时地温持平,防止因温差原因影响管线试压质量,可充满水2-3天后再进行试压。管材回填土后才能打压试水。
进水口、出水口、高点处要安装排气阀,试压时,灌水前先将排气阀全部打开,然后缓慢注水,待排气阀有水柱均匀流出后,自低至高逐次关闭,当加压至0.2~0.3Mpa时再次进行排气,将残留空气全部排除,然后再升压至规定压力值后稳压1小时观察压力表数值,无降压或降压范围在0.05Mpa以内为合格。
影响克拉管道挤出成型的四大因素:
1、温度
温度是挤出成型得以顺利进行的重要条件之一。
2、压力
在挤出过程中,由于料流的阻力,螺杆槽深度的变化,以及过滤网、过滤板和口模等产生阻碍,因而沿料筒轴线方向,在塑料内部产生一定的压力。这种压力是塑料变为均匀熔体并得到致密塑件的重要条件之一。
3、挤出速率
挤出速率(亦称挤出速度)是单位时间内挤出机口模挤出的塑料质量(单位为kg/h)或长度(单位为m/min)。挤出速度的大小表征着挤出生产能力的高低。
4、牵引速度
挤出成型主要生产连续的塑件,因此设置牵引装置。从机头和口模中挤出的塑件,在牵引力作用下将会发生拉伸取向。拉伸取向程度越高,塑件沿取向方向的拉伸强度也越大,但冷却后长度收缩也大。通常,牵引速度可与挤出速度相当。牵引速度与挤出速度的比值称牵引比,其值大于1。

广东新款PE管件供应商PE地源热泵管件
面议
产品名:PE管件,PE地源热泵管件,PE给水管件,PE电熔管件

天津全新钢带管尺寸
面议
产品名:钢带管

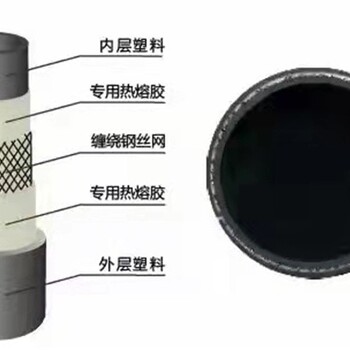
湖北制作PE钢丝网骨架聚乙烯复合管厂家
面议
产品名:PE钢丝网骨架聚乙烯复合管

张家口定制pe燃气管厂家电话
面议
产品名:pe燃气管,聚乙烯PE燃气管道

天津津南制作PE给水管厂家
面议
产品名:PE给水管

重庆新款钢带管型号
面议
产品名:钢带管
四川PE钢丝网骨架聚乙烯复合管生产厂家
面议
产品名:PE钢丝网骨架聚乙烯复合管
云南PE钢丝网骨架聚乙烯复合管厂家电话
面议
产品名:PE钢丝网骨架聚乙烯复合管