




激光预处理过程中应注意的问题:
1、激光能量密度高,需要进行充分的预热,以材料达到一定程度被充分加热和均匀加热,激光能量集中于需要保护部位;
2、在加热过程中不要让金属材料在淬火后冷却,而是让它再加热一段时间,以便获得更高温度下的淬火组织。
三、激光淬火预处理工艺的选择:
1、材料的选择
对于激光淬火零件,应根据其所用材料,确定所需零件的激光淬火工艺方案。如果零件是由碳、氮或铬等元素组成的,则应在激光淬火之前进行脱碳处理。
2、工件材料尺寸大小和形状的选择
一般情况下,工件材料的尺寸越小,其熔点越高,相对地冷却速度越慢。因此,对一般钢材而言,当激光功率密度不大时其适宜尺寸较小;对于耐磨性要求较高但尺寸又较大的零件而言,宜采用高功率密度激光淬火工艺方案。
激光表面淬火的原理与普通热处理相同,但加热时间很短(在千分之几秒至零点几秒范围内)、面积小、冷却时间短,即用激光作为热源,快速加热金属表面一小块区域,使其奥氏体化,然后淬火强化。理论和实践都证实,表面温度和热穿透深度都与激光照射持续时间的平方根成正比。因此,可以通过适当调整光斑尺寸、扫描速度和激光功率来控制表面温度和热穿透深度。当激光束离开被加热表面时,那里的热量很快转移到表面其余的冷态,相当于自冷淬火,无需采取其他快速冷却措施。激光束扫描时,还可以通过改变光束摆动的幅度和频率来调节功率密度,从而控制淬火层的深度和覆盖范围。
拉丝模淬火凸R位置及板料流量大的表面需要有高耐磨性,即高硬度。
由于淬火面积较大,常规的火焰淬火或感应淬火会造成工件较大的热变形,导致无法模具的精度,进而需要添加其他工艺手段来,这必然导致模具加工周期长,且容易出现硬度不稳定的情况。因此,我们改用激光淬火的方法,使工件的变形很小,甚至没有变形,不需要增加其他工艺手段就可以满足质量要求。
我们采用激光淬火对某车型的车门内板进行淬火,通过蓝光扫描检测淬火前后的表面变化,激光淬火后的模具表面能够满足精度要求。
镶件表面淬火:汽车模具上镶件的表面淬火主要是指修边模修边镶件的淬火和整形模整形镶件的淬火。
对于切边镶件或整形镶件,常规火焰淬火后镶件变形较大,淬火后需要进行二次加工消除变形。工件生产周期长,淬火硬度难以控制。特别是成型镶件,由于成型表面需要淬火,淬火面积大,极易发生回火,导致表面硬度不合格。经过研究和实践,我们发现激光淬火可以有效控制镶件的变形和硬度不合格。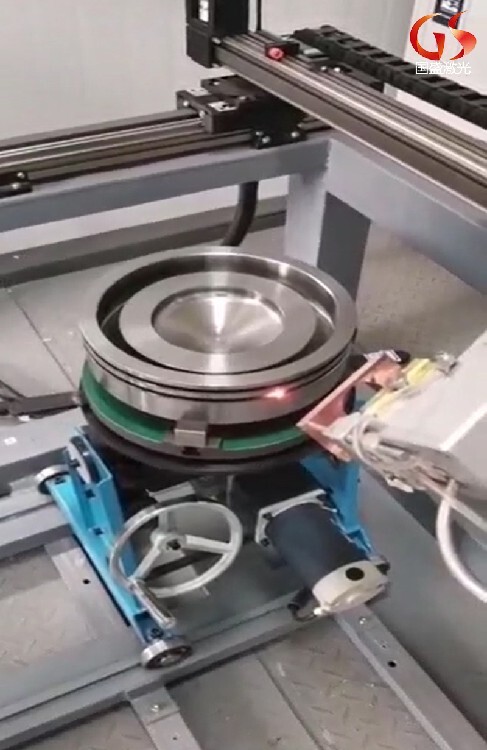
激光淬火技术在钢材上的应用:
激光淬火具有柔性灵活、质量稳定、定位准确、工件变形小、应力低等特点,适用于机械制造、冶金、煤矿、石油、石化、兵器、航空航天等领域。激光淬火深度一般为0.8~1.0mm,硬度比传统淬火高2~3HRC。国盛激光研发的激光淬火设备淬硬层深度可达2mm。例如大型阀座淬火深度为1-3mm。 75CrMo轧辊淬火深度为2mm,硬度由HS40提高到HS85,使用寿命提高6倍。汽轮机叶片三维曲面激光硬化层深度、硬度均匀,0.2~0.8mm可控,硬度HV400~490可控。瓦楞辊经激光淬火后使用寿命提高5倍。
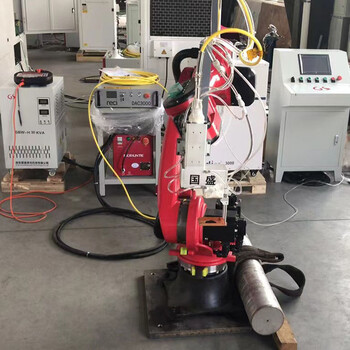
西安国盛激光淬火设备采用激光器,工业机器人及控制系统,组成多轴联动的柔性激光加工系统。根据零件的形状及工艺需求,定制机型。现在又研发出了八轴淬火设备和移动式激光淬火设备,更方便了不能移动式工件的加工修复
齿轮激光淬火优点:
1、特殊优点:齿轮经过激光淬火后,齿面硬,根软。
2、耐磨性高:经过激光淬火处理的齿轮硬度高,金相组织细密,比传统淬火工艺具有更好的耐磨性。激光淬火使组织产生压应力,提高齿轮的抗疲劳能力。
3、变形小:激光淬火齿轮齿形变形在0.01mm以内,无裂纹,并能保持原有的表面粗糙度。激光淬火后的齿轮可直接安装使用。
4、生产周期短:由于激光淬火变形小,一般不需要再次磨削齿轮,简化了生产工艺,提高了生产效率,降低了生产成本。
5、扩大齿轮材料选择范围:可采用钢种制造齿轮,并可通过激光淬火提高齿面硬度,使用要求。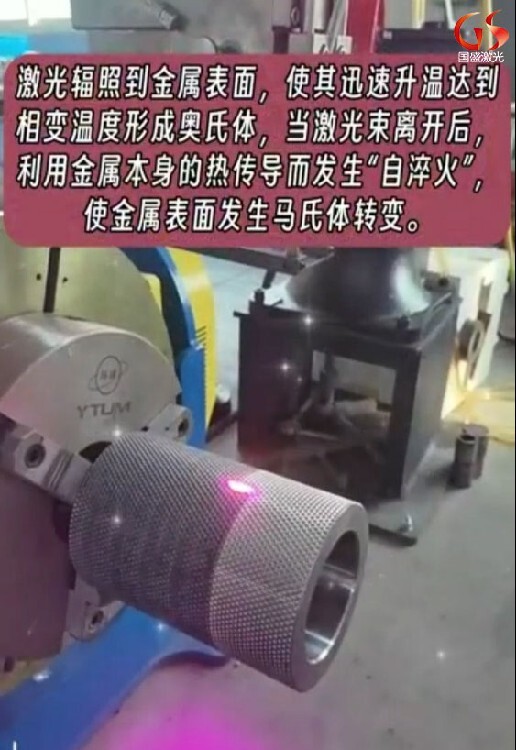
国盛激光成立9年来一直专注研发技术和生产。公司建有西安航天研发设计中心、渭南生产基地。国盛激光是一家从事自动化激光熔覆设备、高速激光熔覆设备、激光淬火设备、激光焊接设备、3D打印设备的研发、制造、销售于一体的高科技企业。为客户提供结构功能一体化激光增材制造技术的全套解决方案。国盛激光始终重视创新和研发,工程师团队涵盖激光熔覆设备等项目研发、设计、开发、检测、分析、售前售后服务等。凭借庞大的技术资源,雄厚的研发力量,的生产技术,快速的交付周期,灵活的技术服务,为客户提供高性价比的产品与服务。
利用激光淬火技术可以使低档材料实现表面改性,实现低成本零件制造与工作表面的佳结合,解决整体强化与其他表面强化之间的矛盾难以克服的方法。对重要零部件材料和性能的选择、匹配、设计和制造产生了重要的有益影响,也创造了可观的经济效益和社会效益。可以毫不夸张地说,激光热处理几乎可以解决金属表面热处理的所有问题,但其工艺需要不断探索、讨论和检验。
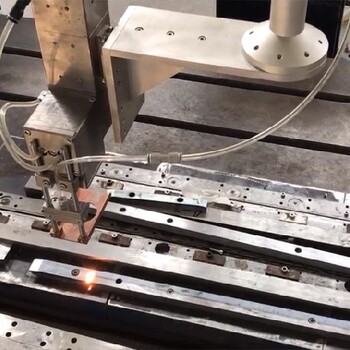
淬火加工是将金属材料加热到一定温度,然后快速冷却,以提高材料硬度和耐磨性的热处理工艺。走轮激光淬火是利用激光束对走轮表面进行淬火,以提高其硬度和耐磨性,延长其使用寿命的一种新型热处理工艺。
传统的淬火加工方法通常采用油冷或水冷,但这些方法都存在冷却不均匀、淬火效果差等缺点。相比之下,激光淬火加工具有更高的淬火质量和效率。
走轮激光淬火加工的基本原理是利用高能激光束照射走轮表面,使其快速加热到淬火温度,然后快速冷却,实现淬火处理。
走轮激光淬火加工工艺具有以下优点:
1、淬火质量高:由于激光束能量密度高,可以快速加热和快速冷却,以获得均匀的淬火效果。
2、:行走轮激光淬火加工可以在短时间内完成淬火过程,提高生产效率。
3、适用范围广:该工艺适用于钢、铸铁、有色金属等多种金属材料的淬火处理。
4、环保:走轮激光淬火过程中不使用任何化学品,不会对环境造成污染。
走轮激光淬火加工工艺流程如下:
1、将走轮放置在激光淬火装置上,调整位置,使其表面与激光束对齐。
2、打开激光器,将激光束照射在走轮表面,使其快速加热到淬火温度。
3、开启冷却系统,使走轮表面快速冷却,实现淬火处理。
4、关闭激光和冷却系统,取出走轮,完成淬火过程。
走轮激光淬火加工的应用范围非常广泛,可应用于各种机械设备的走轮表面处理,如汽车、工程机械、农业机械等。此外,该工艺还可以应用适用于齿轮、轴类零件等精密零件的表面处理。
与传统淬火加工相比,行走轮激光淬火加工具有更高的硬度和耐磨性,可以提高零件的使用寿命和性能。同时,由于该工艺具有、适用范围广、环保等优点,可以大大降低生产成本,提高生产效率。因此,行走轮激光淬火加工是一种潜力的热处理新工艺。

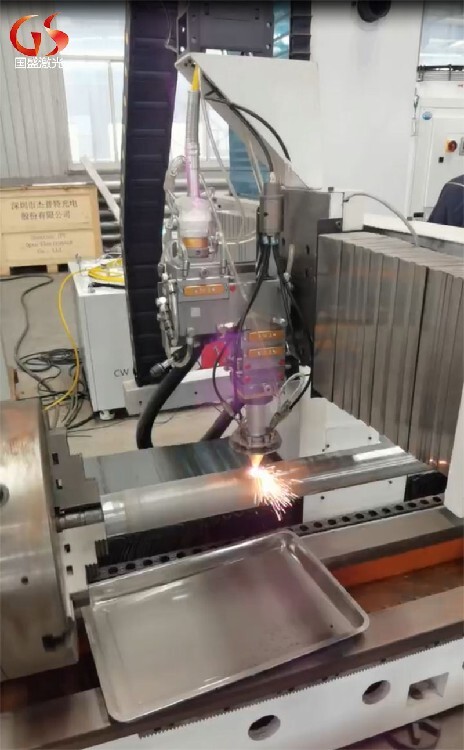
压辊模具激光淬火技术是一种的表面处理技术,其通过高能激光束对压辊模具表面进行快速加热和冷却,实现表面硬化和强化的效果。这项技术在工业领域得到了广泛的应用,尤其在钢铁、有色金属、橡胶、塑料等行业的压延和挤出工艺中,压辊模具的寿命和性能对生产效率和产品质量有着至关重要的影响。
传统的压辊模具淬火技术通常采用油或水作为冷却介质,通过快速冷却使模具表面形成一层高硬度的淬硬层。然而,这种技术存在一些局限性,如淬硬层深度较浅、冷却不均匀、易产生裂纹等。相比之下,激光淬火技术具有许多优点,如淬硬层深度大、硬化均匀、冷却速度快、变形小等。
激光淬火的原理是利用高能激光束对压辊模具表面进行扫描,通过快速加热和冷却使表面材料发生相变,形成一层高硬度的硬化层。激光淬火的硬化层深度可以达到数毫米至数厘米,硬化层内的显微组织结构也得到了显著改善,具有更高的硬度和更好的耐磨性。同时,激光淬火还可以改善压辊模具的抗疲劳性能和耐腐蚀性能,从而提高其使用寿命。
激光淬火技术的实施需要使用高功率激光器和运动系统。激光器通常采用二氧化碳或光纤激光器,它们的输出功率可以调节,以适应不同厚度和不同材料的压辊模具。运动系统则负责控制激光束的扫描路径和速度,以确保均匀加热和冷却整个表面。在处理过程中,需要对压辊模具进行的热分析,以确定佳的工艺参数,如激光功率、扫描速度、光斑尺寸等。
激光淬火技术在工业应用中已经得到了广泛验证,其在提高压辊模具性能和寿命方面具有显著优势。与传统淬火技术相比,激光淬火技术具有更高的生产效率和更好的质量。此外,激光淬火技术还可以通过优化工艺参数来满足不同材料和不同用途的压辊模具的需求。随着技术的不断发展和成本的不断降低,激光淬火技术将在更多领域得到应用和推广。
在未来的发展中,激光淬火技术将继续受到关注和研究。人们将更加深入地研究激光与材料之间的相互作用机制,探索更加优化的工艺参数和控制方法。同时,随着新材料和新应用的不断涌现,激光淬火技术将面临更多的挑战和机遇。相信在不久的将来,这项技术将会取得更加显著的突破和创新。

夹送棍激光熔覆修复原理及优势
面议
产品名:激光熔覆,激光熔覆设备,高速激光熔覆,激光熔覆修复

宽带激光熔覆修复技术修复轴的工艺流程及性能特点
面议
产品名:激光熔覆焊机,激光熔覆,激光熔覆设备,高速激光熔覆

激光熔覆技术在各行业大型构件修复中的应用前景
面议
产品名:激光熔覆焊机,激光熔覆,激光熔覆设备,高速激光熔覆
激光淬火的原理及技术特点
面议
产品名:激光淬火,激光淬火设备

轴类零件的激光熔覆修复技术及工艺
面议
产品名:激光熔覆,激光熔覆设备,激光熔覆修复
黑龙江激光清洗设备价格
120000元
产品名:激光清洗

吉林国盛激光清洗设备
120000元
产品名:激光清洗

西藏国盛激光清洗修复
120000元
产品名:激光清洗