




激光熔覆技术不仅可以恢复受损零件的外观和尺寸,还可以使其性能达到或超过新产品的水平。熔覆层与基体采用冶金结合,结合强度高,不低于原基体材料的95%。单层熔覆厚度为0.2-2mm,可调范围宽。激光加工过程中,基材表面仅发生轻微熔化,微熔化层为0.05~0.1mm。底座的热影响区极小,一般为0.05~0.1mm。熔覆层和基体中不存在粗大的铸造组织。熔覆层及其界面组织致密,晶粒细小,无空洞、夹杂裂纹等缺陷。
选择激光熔覆给企业带来的好处:
1、修复后的零件强度可超过原基体强度,使用寿命提高1.5-3倍,修复成本不到更换价格的1/5。 ;
2、大大缩短维修时间,解决大型企业重大成套设备持续可靠运行解决的部件快速修复问题;
3、关键部件表面激光熔覆超耐磨耐腐蚀合金,可大大提高零件的使用寿命而不变形;
激光熔覆技术是一种的表面工程技术,利用高能激光束将金属粉末与基体表面快速熔化、冶金结合,形成一层融入基体的性能优良的A涂层。比如油田工作条件比较恶劣,许多金属部件长期在重载荷下工作,伴随着腐蚀、摩擦和磨损,导致过早失效,缩短其使用寿命。停产检查、更换新件,不仅增加材料成本,而且影响油田生产,造成多方面损失。油田许多金属零件摩擦副的磨损间隙在近毫米量级。但常规表面技术处理层较薄,磨损件表面修复困难,限制了这些技术的应用范围。因此,激光熔覆技术可应用于石油钻杆、抽油杆、石油管道等领域,提高其耐腐蚀、耐磨、耐高温等性能,延长其使用寿命,降低维护成本,提高石油产量效率。
激光熔覆在模具领域应用工艺
激光熔覆技术在模具领域应用的基本工艺流程为:模具表面检查及维修方案确认→模具表面油污清理→根据硬度要求选择合理的涂层及加工参数→熔覆加工→模具加工后表面修复并在交货前进行检验。各工序的步骤及注意事项为:
1、模具表面检查及保养计划确认
检查模具是否有裂纹、拉伤、凹坑,加工位置是否为平面或R角。根据不同问题确定修复方案,对需要处理的地方进行适当打磨。
2、模具表面油污的清理
用清洗液清洗,去除水垢、油渍、油脂和油漆等,提高表面熔覆效果。
3、根据硬度要求选择合理的涂层和加工参数
根据维护计划和客户要求选择合适的功率、焦距、光斑和镀膜(例如铸铁使用铁机粉)。
4、包覆加工
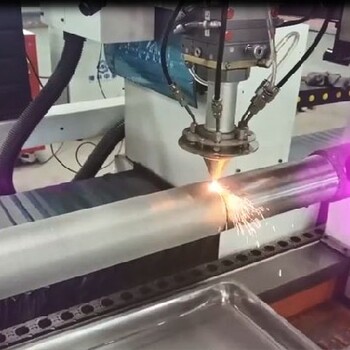
涂料通过设备均匀铺展,激光器发射激光束,激光束经内部透镜折射作用于加工表面,使涂料层与基材表面形成完整的冶金结合。
5、处理后模具表面修复
钳工对熔覆表面进行研磨、抛光,确保模具间隙和表面粗糙度符合要求。
6、交货前检验
检查处理后的硬度和表面粗糙度是否满足客户的要求,如果不符合要求,重做。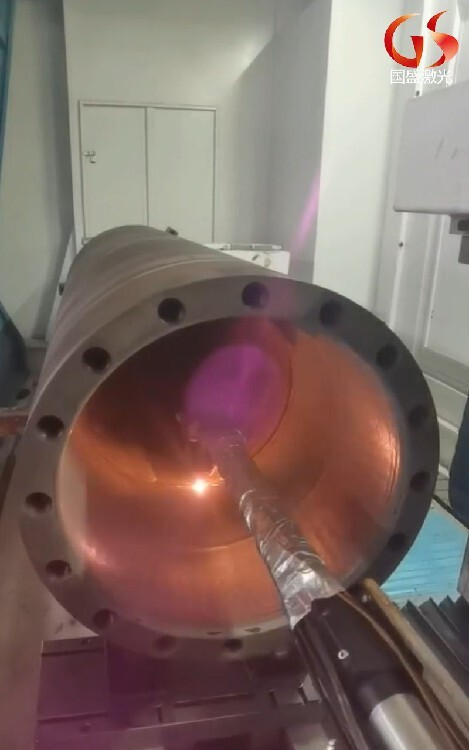
一、激光熔覆工艺两步法(默认方法)
这种方法是在进行激光熔覆工艺之前,将熔覆材料放置在工作表面上,然后用激光将其熔化和凝结形成熔覆层。
预置覆层材料的方法有:
1、预涂:一般用手涂经济方便。工件表面干燥后,进行激光熔覆。但这种方法生产效率低,熔覆层厚度不一致,不适合大批量生产。
2、预置片:在熔覆材料的粉末中加入少量粘结剂,模压成片状,放在工件需要熔覆的部位,然后进行激光处理。这种方法粉末利用率高,质量稳定,适用于一些深孔零件,如小直径阀体。使用这种方法可以获得的涂层。
二、激光熔覆工艺一步法(同步法)
这是在激光束照射工件的同时,将熔覆材料送到激光活性区的过程。有两种方法:
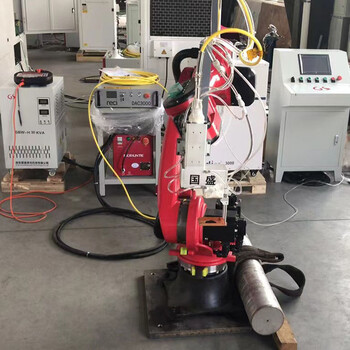
1、同步送粉法:采用特殊的喷射送粉装置,将单一或混合粉末送入熔池,通过控制送粉量和激光扫描速度来调节熔覆层厚度。由于松散粉末对激光的吸收率大,热,可以获得比其他方法更厚的熔覆层,易于实现自动化。
2、同步送丝法:该方法的工艺原理与同步送粉法相同,只是将包覆材料预先加工成丝或填充丝。这种方法方便,不浪费材料,更容易熔覆层成分的均匀性,特别是当熔覆层为复合材料时,熔覆层的质量不会因成分的不同而受到影响.粉末比重或粒径,通过线材预热精细处理,可提高熔覆率。但线材表面光滑,对激光的反射强,激光的利用率比较低;另外,线材制造工艺复杂,品种规格少。

宽带激光熔覆修复技术修复轴的工艺流程及性能特点
面议
产品名:激光熔覆焊机,激光熔覆,激光熔覆设备,高速激光熔覆

激光熔覆技术在各行业大型构件修复中的应用前景
面议
产品名:激光熔覆焊机,激光熔覆,激光熔覆设备,高速激光熔覆
激光淬火的原理及技术特点
面议
产品名:激光淬火,激光淬火设备

轴类零件的激光熔覆修复技术及工艺
面议
产品名:激光熔覆,激光熔覆设备,激光熔覆修复

重庆大渡口激光熔覆设备怎么样
面议
产品名:移动式激光熔覆设备

湖南永州激光熔覆设备厂家
面议
产品名:国盛激光熔覆设备

浙江杭州激光熔覆设备
560000元
产品名:高速激光熔覆设备

山东东营高速激光熔覆设备怎么样
560000元
产品名:高速激光熔覆设备