




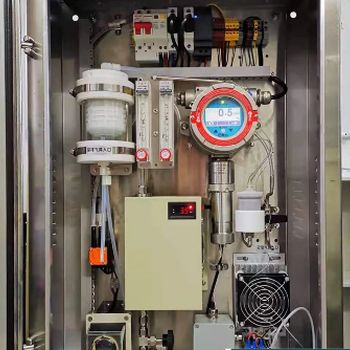
2.测量范围:0-5%/0-25%
3.检测原理:荧光淬灭、电化学、激光
4.检测精度:1PPm / 0.01%VOL
5.防爆等级:ExdibIICT6Gb
6.防护等级:IP66
7.响应时间:T90<20S等
为确保反应釜氧含量分析系统能够正常且长期使用,以下问题需要妥善解决:
其一,要全面考虑工况中的环境状况。像制药、化工行业反应釜中常见的腐蚀类气体和液体,以及各类酸、碱、苯、醇、脂类等有机溶剂,这些物质极易对传感器造成腐蚀。例如,强酸环境可能会迅速侵蚀传感器的表面,导致其性能下降甚至损坏。
其二,分析系统的输出不容忽视。它需要具备标准输出信号和多级开关量信号,并且要与反应釜控制系统和充氮系统相匹配。否则,可能会出现信号传输不畅或无法有效控制相关系统的问题。
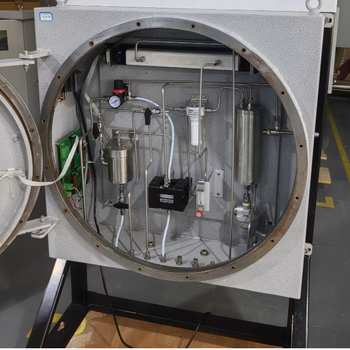
其三,反应釜氧含量分析系统的预处理系统与实际工况需求相符。预处理系统的关键作用就是对待测气体进行各种处理,使之达到氧含量分析仪表的检测条件。倘若预处理系统不达标,就会引发测量结果不准确、精度差等问题。这样一来,测量所得的数据便无法作为指导工艺和操作安全监控措施的可靠依据。
总之,只有正确掌握反应釜氧含量分析仪的使用方法,并解决好相关问题,才能充分发挥其作用,保障生产的安全与稳定。
反应釜氧含量分析仪用于监测反应釜中的氧气含量,避免超标引发安全风险。选型需考虑工况和气体成分,定制预处理系统。在化工、制药行业,需选用耐腐蚀材质。分析仪具备标准输出信号,可匹配控制系统,实现安全联锁功能。样气预处理系统确保测量准确。
样气预处理系统的目的是将被测样气进行各种处理,包括除尘、除湿、防腐,达到氧分析仪的检测条件。如果预处理不合格,会导致测量结果不准确、测量精度差等问题,严重时会损坏分析仪表。
在化学反应过程中,反应釜内的氧含量是一个非常重要的参数。它不仅影响反应速度和产物质量,还关乎到生产安全。因此,反应釜氧含量检测仪在化工领域的应用至关重要。本文将详细介绍反应釜氧含量检测仪的基本原理、仪器结构、使用方法、优势和实际应用。
反应釜氧含量检测仪主要基于电化学原理,通过测量反应釜内气体对传感器的氧化还原反应来测定氧含量。具体来说,传感器中的铂电极和参比电极与电解质溶液形成一个原电池。当反应釜内的气体通过电解质溶液时,氧气在铂电极上被还原,产生微弱的电流。通过测量这个电流的大小,可以计算出反应釜内的氧含量。
反应釜检测氧气浓度的必要性,体现在提升生产效率上。通过实时追踪氧气浓度的变化,我们可以地控制供氧或排氧的操作,从而优化生产流程,减少不必要的等待和延误,进而提升整体的生产效率。
此外,反应釜检测氧气浓度也是保障生产安全的重要手段。通过实时监测釜内氧气含量,我们能够及时发现并处理可能存在的安全隐患,防止因氧气浓度过高或过低而引发的安全事故,确保生产过程的平稳进行。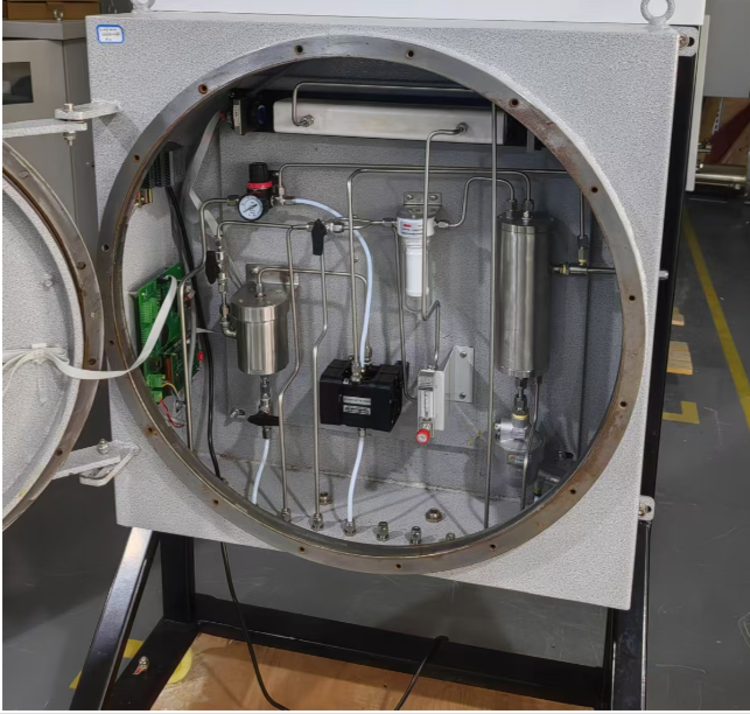
反应釜检测氧气浓度在提高生产效率、产品质量和保障生产安全等方面发挥着重要作用。在实际应用中,我们应结合具体工艺要求和安全需要,选择合适的氧气浓度监测系统和设备,以实现生产过程的优化和安全保障。

料仓氧检测仪
99999元
产品名:激光氧气分析仪

电捕氧气监测系统
39999元
产品名:煤气氧含量在线监测系统

旁路激光O2监测系统
39999元
产品名:煤气氧含量在线监测系统
反应釜TDLAS激光氧气浓度分析系统
9999元
产品名:反应釜离心机氧含量在线监测系统

离心机氧量在线监测系统
9999元
产品名:反应釜离心机氧含量在线监测系统
惰化处理氧气度监测仪
99999元
产品名:激光氧气分析仪

高炉煤气O2含量监测系统
39999元
产品名:煤气氧含量在线监测系统

罐顶氧含量检测仪
99999元
产品名:激光氧气分析仪