



在人们日常生活与生产的过程中,常常会产生大量的固体废弃物也就是大家常说的垃圾。这些垃圾由于成分复杂排出量,同时具有污染性、资源性、社会性,需要对其进行无害化、资源化、减量化以及社会化的处理。若是处理不好,会造成环境的污染以及资源的浪费,破坏人们生产生活安全。
近年来,为了促进垃圾处理行业发展,我国陆续发布了许多政策,如2022年中央办公厅和办公厅发布的《关于建立健全生态产品价值实现机制的意见》完善污水、垃圾处理收费机制,合理制定和调整收费标准。开展生态环境损害评估,健全生态环境损害鉴定评估方法和实施机制。垃圾处理,环境保护已成为全国甚至全世界的人们共同关注的一个重要板块。
就目前的技术而言,比较常见处理垃圾的方法为:利用垃圾(生物质)生产木炭、焦油和煤气等可利用资源,一般都是需要先对垃圾进行分类、回收、处理。常见的处理办法一是填埋,但是填埋的话效果非常慢,占地广的同时还容易对地下水产生二次污染,另外一种处理办法则是焚烧。焚烧垃圾的缺点是容易产生空气污染同时投资也比较大。无论是填埋还是焚烧,垃圾总是会产生各种各样的有毒有害气体,例如甲烷、硫化氢、氧气、氨气、一氧化碳等气体会危害到垃圾处理站工作人员的生命财产安全,同时垃圾处在焚烧时排放的气体也需要满足排放的标准,才能进行排放。
解决方案
方案概述:针对以上垃圾处理行业中的痛点问题,特定制以下解决方案
监测位置:垃圾坑、渗滤液沟道、卸料大厅、锅炉间沼气阀组、活性炭间、油泵房、乙炔汇流排间及危废暂存库。
监测气体:甲烷、硫化氢、氧气、氨气、一氧化碳等有毒有害气体。
数据传输:根据现场情况确定每个监测区域安装有毒气体检测仪,所有检测仪自身均具备实时数据显示及声光报警的功能,可将数据和报警信息通过 4-20mA 电流信号或 RS485 总线制数字信号形式传输到每个就近区域的气体报警控制器,再通过 RS485 总线制数字信号、或其它形式传至中央控制室的集线器控制箱,再传输到 PLC 或 DCS 系统,可实时查看现场监测的数据。可联动风机、排风扇等,处理现场气体浓度,也可发出声光报警提醒现场工作人员及时撤离,降低损失。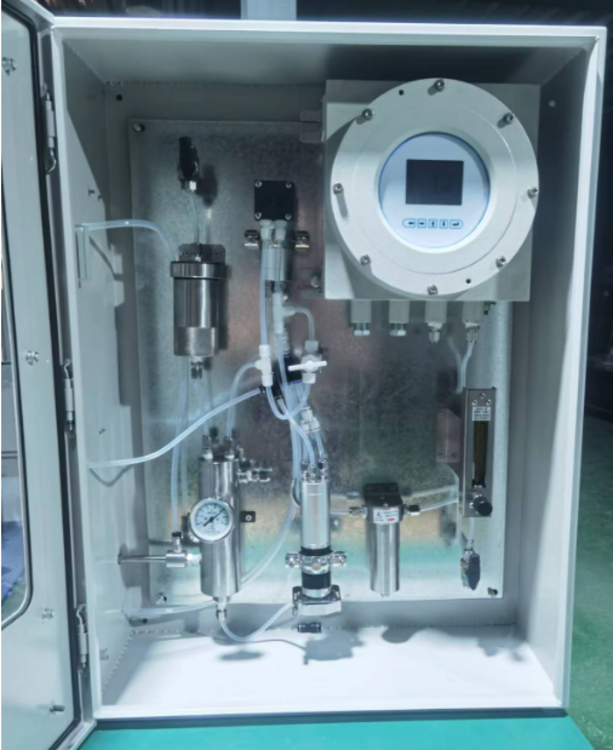
RTO焚烧炉废气浓度监测仪LEL仪器特点优势包括:
有效分析有机可燃气体浓度并输出信号。
针对VOCs治理行业中的RTO前端应用。
针对不同项目工况需求,可以进行非标优化。
标准信号输出,支持数据上传。
定制预处理单元,有效减少有机溶剂、弱酸、水、负压等因素的影响。
应用场景:废气处理,天然气燃烧炉管道
RTO焚烧炉废气浓度监测仪LEL使用注意事项:
1、气液分离器内置滤芯用于过滤微量粉尘、油脂和少量水分,当滤芯表面附着杂质污染变色时,需旋开储水过滤器更换滤芯。
2、日常工作中或标定中如采样流量过小,且调整后无明显变化,需检查气路是否堵塞和气路中过滤部件是否堵塞。
3、定期对分析仪表进行标定,示数稳定,标定周期不得超过3个月。
RTO焚烧炉废气浓度监测仪LEL,有机可燃监测系统,rto废气有机可燃分析仪
在发电领域火力发电是相对普遍的一种供能方式,火力发电是利用可燃物燃烧产生电能,从能量转换的观点分析其过程是:化学能→热能→机械能→电能。火力发电的燃料主要是以燃煤为主,煤粉和空气在电厂锅炉炉膛空间内悬浮并进行强烈的混合和氧化燃烧,燃料的化学能转化为热能。热能以辐射和热对流的方式传递给锅炉内的高压水介质,分阶段完成水的预热、汽化和过热过程,使水成为高压高温的过热水蒸气。水蒸气经管道有控制地送入汽轮机,由汽轮机实现蒸气热能向旋转机械能的转换。高速旋转的汽轮机转子通过联轴器拖动发电机发出电能,电能由发电厂电气系统升压送入电网。
那么在工艺转化过程中,煤粉与空气混合及相关的氧化反应,如果氧气没有控制在合理范围内,极易产生爆炸事故。因此氧含量分析仪在发电锅炉燃烧过程控制中起到非常重要的作用。
市面上常见的氧含量分析仪有电化学原理和顺磁原理两种形式,电化学氧分析仪原理比较侧重于检测分析微量氧和常量氧,对精度要求不高的工艺在考虑性价比方面可以选择使用电化学原理的氧含量分析仪。顺磁氧分析仪因其磁力机械式原理,因此不容易受外界环境的干扰,检测精度更高,寿命更长。
工业气体包含氧气、氮气、氩气、氖气、氦气、氢气、二氧化碳、乙炔等,这些气体广泛应用于冶金、石化、半导体、航天等各行业中。空分工艺就是用来把空气中的各组份气体分离,生产氧气、氮气、氩气等工业气体的一套工业设备。
近些年,随着经济的发展,国内空分设备逐渐向大型化发展,需要同时配套在线气体分析仪。在线气体分析仪器可以对空分装置生产过程进行直接的质量控制,为生产工艺提供各项参数,使工作人员及时了解生产过程中各工艺控制点的气体成分组成,是提高产品产量和质量的重要设备,也是空分装置安全运行的重要保障。
顺磁氧气分析仪采用进口磁力机械式磁氧分析模块,检测精度高,既可测高纯度氧,也可测微量氧。同时相比于电化学、氧化锆等其他检测原理,具有寿命长、线性度好,维护小等优点,适合于空分工艺。
常用空分工艺氧气分析仪工艺段:
工艺点
目的
检测气体 常见量程
上塔污氮
工艺控制
O2 20-50% vol
下塔液空 工艺控制 O2 20-50% vol
产品氧气纯度分析 工艺控制 O2 98- vol
粗氩出口 工艺控制 O2 0-5% vol
离心机作为生产设备在医药、农药行业中得到了广泛应用,由于这些行业所应用的场合、工艺、介质的特殊性,经常有起火燃烧爆炸事故发生。例如,2013年03月27日,湖北省宜都市华阳化工有限责任公司一名车间工人在放料过程中,离心机发生燃烧起火,导致该工人当场死亡。。
离心机氧含量分析仪
爆炸原因分析:
离心机发生燃烧爆炸要同时具备三个条件:可燃性物料、氧气和着火点。防止爆炸本质上就是对着三个因素的控制。离心机投料本身多为爆炸性物料,肯定会超过爆炸下限,一般无法控制。着火点主要是控制各种摩擦因素,如下料不均匀,偏心运转,转鼓负荷过重,致使转鼓与机壳摩擦起火;离心机下料管紧固螺栓松动,与推料器相碰撞产生火花等。
控制离心机爆炸更重要的是需要严格控制内部氧气含量,一般要控制在2-3%vol以下方可运行。
业内常见解决措施与存在问题
对于氧含量检测目前业内常见检测方法为惰性气体置换保护和氧含量分析仪两种。
一、惰性气体置换法
惰性气体置换主要是不间断向离心机中冲入氮气进行置换确保低氧浓度。这种方式普遍存在于离心机的场合。这种方式存在很大的局限性,主要是体现在:氮气置换装置实际上只是在机壳上设置氮对内腔中充入氮气。至于氮气浓度能否达到安全范围则没有定量的控制,没有一个明确的数值为依据,对于投料中的各种意外因素无法控制因此,其氮气保护的可靠性很差。
离心机氧含量分析仪
二、氧浓度监控法
加装氧气浓度在线分析仪是比较的一种方式,它是将离心机内的样气抽出实时监测内部氧气浓度值,当氧气超标时可实现自动连锁。相比于惰性气体置换法,氧浓度监控法是从根本上直接测量反应釜、离心机内部氧气浓度值。并且可以根据不同的报警值实现自动连锁。
目前采用这种方式的主要为离心机厂家配套或终端自行改造。存在的大问题是由于反应釜、离心机各厂家投料、参数不一,情况复杂多变,对于不同的工艺参数需要定制的预处理系统,否则很难能够正常运行。
离心机氧含量分析仪
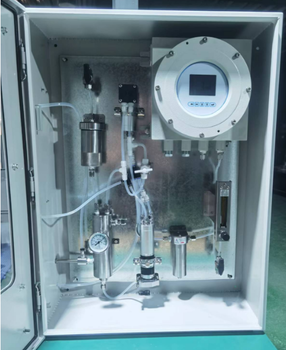
上图为某离心机厂家为山东某药厂配套的离心机氧含量在线监测系统,投料介质为甲醇、乙醇、甲苯、丙酮、乙酸乙酯等,氧含量分析仪直接采购进口分析仪表,仅有简单除水过滤装置 ,根本无法去除有机溶剂对氧气传感器的腐蚀,结果运行一周即坏,根本无法正常运行。只能频繁更换。不仅增加了企业生产成本,也增加了安全隐患。
离心机氧含量分析仪
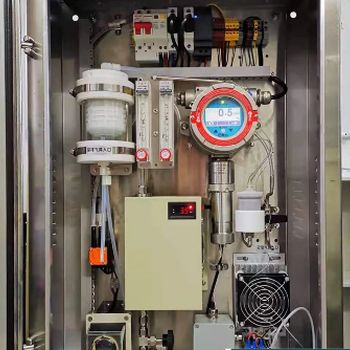
完善的氧气在线分析系统介绍
反应釜、离心机氧含量检测系统为定制型产品,可以根据现场工况订制预处理系统,能够有效除去各种有机溶剂腐蚀,大大延长氧气分析仪表的寿命。分析系统自带开关量输出与信号输出,可实现自动充氮与停车 。
功能介绍
实时监测氧气浓度值
当氧含量超过3%时自动充氮气
当氧含量超过8%时自动断电停机
离心机氧含量分析仪
系统特点
进口传感器,分析
氧含量、压力双重监测,确保安全
自动联动充氮装置,自动化程度高
订制预处理系统,适用于各种工况
模块化设计,无需标气瓶,维护简单方便
支持4-20mA、RS485等多种信号输出
一体式机身,可用于防爆场合
测量指标
CO、CO2、CH4、H2、O2、CnHm(可以任意选择1-6种组分)的浓度,热值显示
测量方法
CO、CO2、CH4、CnHm :NDIR非分光红外
H2:TCD热导, O2:ECD电化学
量程
CO:0-75%,CO2:0-25% ,CH4:0-40%,H2:0-75%,O2:0-25%,CnHm:0-5%
(量程可根据用户实际需求配置)
分辨率
CO、CO2、CH4、H2、O2、CnHm:0.01%
精度
CO、CO2、CH4、CnHm:≤±1%FSH2、O2:≤±2%FS
重复性误差CO、CO2、CH4、H2、O2、CnHm:≤1%
烟气排放连续监测系统适用于各种锅炉连续废气排放量的监测,采用直接抽取法,可以连续在线监测颗粒物的浓度、二氧化硫(SO2)浓度、氮氧化合物(NOX)浓度、氧气(O2)含量、烟气温度、烟气压力、烟气流速,还可以增加一氧化碳(CO)、二氧化碳(CO2)、氯化氢(HCL)、氟化氢(HF)、氨气(NH3)、碳氢化合物(CHX)、湿度等参数的测量。其控制计算机可以将所测到的数据进行处理和存贮;可通过网络与上级的计算机连接,可以方便、快捷地调用监测数据。企业内部可以通过局域网,根据访问权限对数据库进行操作,如读取数据、修改状态参数,甚至对系统进行直接操作。由于采用直接抽取法测量烟气中的污染物浓度,系统可以用标准气对分析仪进行在线标定,监测数据的准确性。气体分析采用的是非分散红外吸收法;含氧量的监测采用寿命可达十年的顺磁氧分析仪器。
过程分析仪器仪表又称在线分析仪器仪表,是用于工业生产流程中对物质的成分及性质进行自动分析与测量仪器仪表的总称,为燃烧控制、废气安全回收、流程工艺控制、质量监测所需的自动化分析产品,所显示的数据反映生产中的实时状况。
过程分析仪表选型的一般原则
(1)选用过程分析仪表时,应详尽了解被分析对象工艺过程介质特性、选用仪表的技术性能及其它限制条件。
(2)应对仪表的技术性能和经济效果作充分评估,使之能在产品质量和生产安全、增加经济效益、减轻环境污染等方面起到应有的作用。
(3)所选用分析仪表检测器的技术要求应能满足被分析介质的操作温度、压力和物料性质,特别是全部背景组份及含量的要求。
(4)仪表的选择性、适用范围、度、量程范围、小检测量和稳定性等技术指标,须满足工艺流程要求,并应性能可靠,操作、维修简便。
(5)对用于腐蚀性介质或安装在易燃、易爆、危险场所的分析仪表,应符合相关条件或在采取必要的措施后能符合使用要求。
(6)用于控制系统的分析仪表,其线性范围和响应时间须满足控制系统的要求。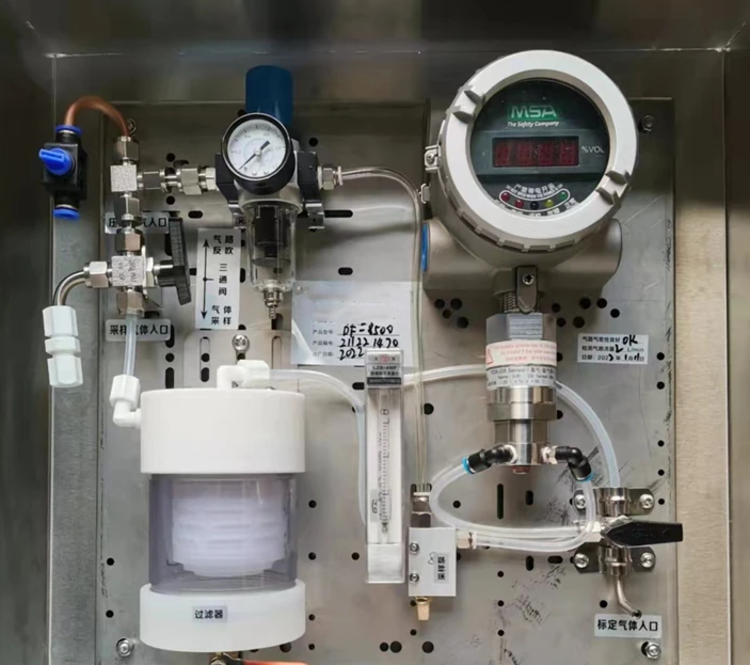
对于检测焚烧炉中的有机可燃气体浓度,可以通过安装可燃分析仪来保障安全生产。同时,经过废气尾气RTO有机voc在线检测预处理系统后,可以实时分析样气中的有机可燃气含量,并根据预设报警值进行报警、启动连锁装置。同时根据不同客户工况需求,可实现模拟量信号上传。那么在实际应用中,安装这个系统是不是就能完全避免发生安全事故呢?
有机可燃分析仪
接下来艾伊科技小编为大家介绍一下RTO可燃气LEL在线监测:
应环保要求,很多化工企业会使用RTO 装置来处理废气,在此过程中因为有机可燃气体浓度超标,很容易引发安全事故

料仓氧检测仪
99999元
产品名:激光氧气分析仪

电捕氧气监测系统
39999元
产品名:煤气氧含量在线监测系统

旁路激光O2监测系统
39999元
产品名:煤气氧含量在线监测系统
反应釜TDLAS激光氧气浓度分析系统
9999元
产品名:反应釜离心机氧含量在线监测系统

离心机氧量在线监测系统
9999元
产品名:反应釜离心机氧含量在线监测系统
惰化处理氧气度监测仪
99999元
产品名:激光氧气分析仪

高炉煤气O2含量监测系统
39999元
产品名:煤气氧含量在线监测系统

罐顶氧含量检测仪
99999元
产品名:激光氧气分析仪