




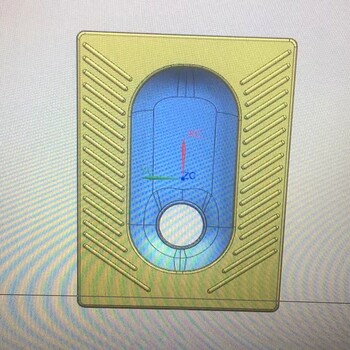
玻璃钢模具是模压工艺实现的基础,制品表面质量在很大程度上取决于模具的制造精度,良好的制品质量是由的模具质量稳定的。在模具设计过程中要根据制品的具体要求,设计成型零件和模具结构,还要根据制品的需求量,表面质量要求、性能要求等选择适当的材料。孔是塑料和复合材料制品常见的结构,本文在讨论典型孔成型结构的基础上,给出了一种适用于复合材料模压成型的后导入挤压打孔结构。在纤维增强的树脂基复合材料制品中,对于要求不高的孔,通常在模压时,这些孔的成型采用与注射模具相类似的结构,针对孔的结构特点,采用碰穿、插穿、对碰和对插等形式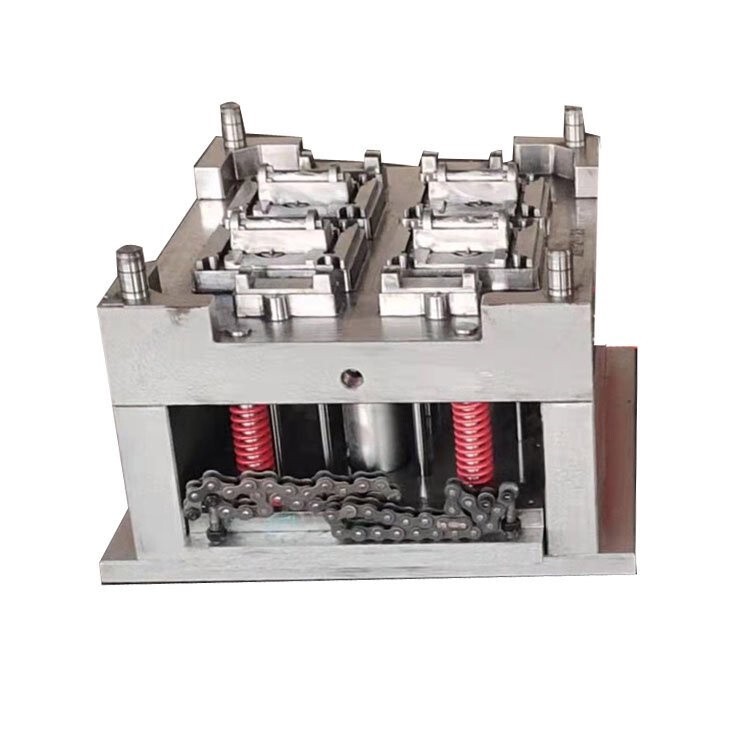
“原模,基模,阳模”有时是可互换使用的。由于近来科技进步,CNC数控镂铣机中,基模通常可以用来描述用单一材料或同类型材料制成的原模。相对而言,阳模用以描述各种材料手工制作的原模。基模和阳模都不是特别,且仅适合生产一个或者少量模具。当要求生产两个或更多玻璃钢模具来满足生产要求时,需用一个原模来加工这些生产模具。
玻璃钢成型模具制造特点如下:
一、压缩模的型腔和型芯尺寸是由塑件所要求的形状和尺寸精度决定的。由于模具是在加热(60℃-150℃)状态下工作的,故加热时尺寸会胀大,而型腔冷却后,尺寸又会收缩,反复交替,故在制造压缩模时,除按图样尺寸精心加工与制造外,还应当把型腔和型芯的磨损及上述热胀冷缩因素考虑进去,以使模具长期使用时,能确定制品质量。
二、在制造压缩模时,其型芯与型腔应配合加工。经配合加工后,可用石蜡或橡皮泥边修边试修整加工。待检验合格后,再淬硬及修磨。
三、为了便于取出制品,型腔与型芯应该加工出出模斜度。
四、压缩模的上模与下模的位置精度,一般是由导柱、导套导向来确定的。在加工时,导柱、导套安装孔位应一致,配合间隙应适当。成形孔、嵌件孔、型芯固定板上的型芯孔等均应与导柱、导套孔保持相应的位置精度,以使模具装配后,运动灵活。
五、压缩模的成形零件应进行抛光和镀铬,使其表面粗糙度达到0.20μm以上。

一体化泵站玻璃钢,一体化泵站生产厂家排名
面议
产品名:玻璃钢一体化泵站

拱形玻璃钢盖板,污水池玻璃钢集气罩盖板
10元
产品名:玻璃钢拱形盖板

玻璃钢化粪池大连,隔油池,玻璃钢模压化粪池生产厂家
面议
产品名:化粪池,隔油池,水罐,消防罐,地埋罐,井盖,净化槽

玻璃钢化粪池三格缠绕粪池消防水罐隔油池哪里有
6200元
产品名:玻璃钢三格化粪池,缠绕化粪池,地埋化粪池,消防水罐

一提升泵站,智能饭店控制系统
面议
产品名:玻璃钢一体化泵站

burks提升泵站,一体化泵站玻璃钢多少钱
面议
产品名:玻璃钢一体化泵站

玻璃钢警示标志桩价格,公路百米桩厂家
面议
产品名:玻璃钢标志桩标志牌

玻璃钢工地警示标识桩,工厂安全警示牌国家标准
面议
产品名:玻璃钢标志桩标志牌