




| 供应商 | 徐州恭乐橡塑机械有限公司 店铺 |
|---|---|
| 认证 | |
| 报价 | 人民币 366666.00元每台 |
| 品牌 | 恭乐 |
| 加工定制 | 是 |
| 螺杆数 | 单螺杆 |
| 关键词 | 橡胶片材挤出机,橡胶片材机,橡胶挤出机 |
| 所在地 | 江苏徐州睢宁县邱集镇徐宁路北侧王林派出所对面 |
橡胶片材挤出成型定义
在纤维化学工业中也有用挤出机向喷丝头供料,以进行熔体纺丝。挤出应用于热塑性塑料和橡胶的加工,可进行配料、造粒、胶料过滤等,可连续化生产,制造各种连续制品如板材(或片材)、薄膜、电线电缆包覆、橡胶轮胎胎面条、内胎胎筒、密封条等,其生产。在合成树脂生产中,挤出机可作为反应器,连续完成聚合和成型加工,在橡胶工业中压缩比不同的挤出机可以用来塑炼天然胶.不同材料的挤出机器的压缩比有些不同.
橡胶片材挤出成型原理
料自料斗进入料筒,在螺杆旋转作用下,通过料筒内壁和螺杆表面摩擦剪切作用向前输送到加料段,在此松散固体向前输送同时被压实;在压缩段,螺槽深度变浅,进一步压实,同时在料筒外加热和螺杆与料筒内壁摩擦剪切作用,料温升高开始熔融,压缩段结束;均化段使物料均匀,定温、定量、定压挤出熔体,到机头后成型,经定型得到制品。
1、挤出方法
按塑化方式:干法挤出与湿法挤出
按加压方式:连续挤出与间歇挤出
2、特点
生产连续、、操作简单、应用范围广
挤出成型设备
1、主机
挤出系统:由螺杆与料筒组成,是挤出机关键部分。其作用是塑化物料,定量、定压、定温挤出熔体
传动系统:驱动螺杆,提高所需的纽矩和转矩
加热和冷却系统:塑料和挤出系统在成型过程中温度达工艺要求
2、辅机
由机头、定型装置、冷却装置、牵引装置、卷取装置、切割组成
3、控制系统
由电器、仪表和执行机构组成
作用:控制主、辅机电动机、以满足所需转速和功率;控制主辅机温度、压力、流量,制品质量;实现挤出机组的自动控制,主、辅机协调运行。
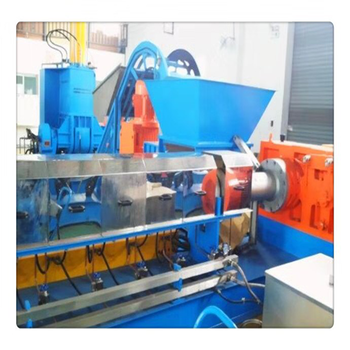
橡胶片材挤出机的概述
橡胶片材挤出机的主机是橡胶片材机,它由挤压系统、传动系统和加热冷却系统组成。
1.挤压系统 挤压系统包括螺杆、机筒、料斗、机头、和模具,塑料通过挤压系统而塑化成均匀的熔体,并在这一过程中所建立压力下,被螺杆连续的挤出机头。
(1) 螺杆:是橡胶片材机的主要部件,它直接关系到橡胶片材机的应用范围和生产率,由度耐腐蚀的合金钢制成。
(2)机筒:是一金属圆筒,一般用耐热、耐压强度较高、坚固耐磨、耐腐蚀的合金钢或内衬合金钢的复合钢管制成。机筒与螺杆配合,实现对塑料的粉碎、软化、熔融、塑化、排气和压实,并向成型系统连续均匀输送胶料。一般机筒的长度为其直径的15~30 倍,以使塑料得到充分加热和充分塑化为原则。
(3) 料斗:料斗底部装有截断装置,以便调整和切断料流,料斗的侧面装有视孔和标定计量装置。
(4)机头和模具:机头由合金钢内套和碳素钢外套构成,机头内装有成型模具。机头的作用是将旋转运动的塑料熔体转变为平行直线运动,均匀平稳的导入模套中,并赋予塑料以必要的成型压力。塑料在机筒内塑化压实,经多孔滤板沿一定的流道通过机头脖颈流入机头成型模具,模芯模套适当配合,形成截面不断减小的环形空隙,使塑料熔体在芯线的周围形成连续密实的管状包覆层。为机头内塑料流道合理,消除积存塑料的死角,往往安置有分流套筒,为消除塑料挤出时压力波动,也有设置均压环的。机头上还装有模具校正和调整的装置,便于调整和校正模芯和模套的同心度。
橡胶片材机按照机头料流方向和螺杆中心线的夹角,将机头分成斜角机头(夹角120o)和直角机头。机头的外壳是用螺栓固定在机身上,机头内的模具有模芯坐,并用螺帽固定在机头进线端口,模芯座的前面装有模芯,模芯及模芯座的中心有孔,用于通过芯线;在机头前部装有均压环,用于均衡压力;挤包成型部分由模套座和模套组成,模套的位置可由螺栓通过支撑来调节,以调整模套对模芯的相对位置,便于调节挤包层厚度的均匀性。机头外部装有加热装置和测温装置。
2.传动系统 传动系统的作用是驱动螺杆,供给螺杆在挤出过程中所需要的力矩和转速,通常由电动机、减速器和轴承等组成。
3.加热冷却装置 加热与冷却是塑料挤出过程能够进行的必要条件。
(1) 现在橡胶片材机通常用的是电加热,分为电阻加热和感应加热,加热片装于机身、机脖、机头各部分。加热装置由外部加热筒内的塑料,使之升温,以达到工艺操作所需要的温度。
(2)冷却装置是为了塑料处于工艺要求的温度范围而设置的。具体说是为了排除螺杆旋转的剪切摩擦产生的多余热量,以避免温度过高使塑料分解、焦烧或定型困难。机筒冷却分为水冷与风冷两种,一般中小型橡胶片材机采用风冷比较合适,大型则多采用水冷或两种形式结合冷却;螺杆冷却主要采用中心水冷,目的是增加物料固体输送率,稳定出胶量,同时提高产品质量;但在料斗处的冷却,一是为了加强对固体物料的输送作用,防止因升温使塑料粒发粘堵塞料口,二是传动部分正常工作。
二、 辅助设备
橡胶片材挤出机组的辅机主要包括放线装置、校直装置、预热装置、冷却装置、牵引装置、计米器、火花试验机、收线装置。挤出机组的用途不同其选配用的辅助设备也不尽相同。如还有切断器、吹干器、印字装置等。
校直装置:塑料挤出废品类型中常见的一种是偏心,而线芯各种型式的弯曲则是产生绝缘偏心的重要原因之一。在护套挤出中,护套表面的刮伤也往往是由缆芯的弯曲造成的。因此,各种橡胶片材机组中的校直装置是。校直装置的主要型式有:滚筒式(分为水平式和垂直式);滑轮式(分为单滑轮和滑轮组);绞轮式,兼起拖动、校直、稳定张力等多种作用;压轮式(分为水平式和垂直式)等。
预热装置:缆芯预热对于绝缘挤出和护套挤出都是必要的。对于绝缘层,尤其是薄层绝缘,不能允许气孔的存在,线芯在挤包前通过高温预热可以清除表面的水份、油污。对于护套挤出来讲,其主要作用在于烘干缆芯,防止由于潮气(或绕包垫层的湿气)的作用使护套中出现气孔的可能。预热还可防止挤出中塑料因骤冷而残留内压力的作用。在挤塑料过程中,预热可消除冷线进入高温机头,在模口处与塑胶接触时形成的悬殊温差,避免塑胶温度的波动而导致挤出压力的波动,从而稳定挤出量,挤出质量。橡胶片材机组中均采用电加热线芯预热装置,要求有足够的容量并升温迅速,使线芯预热和缆芯烘干。预热温度受放线速度的制约,一般与机头温度相仿即可。
冷却装置:成型的塑料挤包层在离开机头后,应立即进行冷却定型,否则会在重力的作用下发生变形。冷却的方式通常采用水冷却,并根据水温不同,分为急冷和缓冷。急冷就是冷水直接冷却,急冷对塑料挤包层定型有利,但对结晶高聚物而言,因骤热冷却,易在挤包层组织内部残留内应力,导致使用过程中产生龟裂,一般 PVC塑胶层采用急冷。缓冷则是为了减少制品的内应力,在冷却水槽中分段放置不同温度的水,使制品逐渐降温定型,对PE、PP的挤出就采用缓冷进行,即经过热水、温水、冷水三段冷却。
三、 控制系统
橡胶片材挤出机的控制系统包括加热系统、冷却系统及工艺参数测量系统,主要由电器、仪表和执行机构(即控制屏和操作台)组成。其主要作用是:控制和调节主辅机的拖动电机,输出符合工艺要求的转速和功率,并能使主辅机协调工作;检测和调节橡胶片材机中塑料的温度、压力、流量;实现对整个机组的控制或自动控制。
挤出机组的电气控制大致分为传动控制和温度控制两大部分,实现对挤塑工艺包括温度、压力、螺杆转数、螺杆冷却、机筒冷却、制品冷却和外径的控制,以及牵引速度、整齐排线和收线盘上从空盘到满盘的恒张力收线控制。
1. 橡胶片材机主机的温度控制
电线电缆绝缘和护套的塑料挤出是根据热塑性塑料变形特性,使之处于粘流态进行的。除了要求螺杆和机筒外部加热,传到塑料使之融化挤出,还要考虑螺杆挤出塑料时其本身的发热,因此要求主机的温度应从整体来考虑,既要考虑加热器加热的开与关,又要考虑螺杆的挤出热量外溢的因素予以冷却,要有有效的冷却设施。并要求正确合理的确定测量元件热电偶的位置和安装方法,能从控温仪表读数准确反映主机各段的实际温度。以及要求温控仪表的精度与系统配合好,使整个主机温度控制系统的波动稳定度达到各种塑料的挤出温度的要求。
2. 橡胶片材机的压力控制
为了反映机头的挤出情况,需要检测挤出时的机头压力,由于国产橡胶片材机没有机头压力传感器,一般是对螺杆挤出后推力的测量替代机头压力的测量,螺杆负荷表(电流表或电压表)能正确反映挤出压力的大小。挤出压力的波动,也是引起挤出质量不稳的重要因素之一,挤出压力的波动与挤出温度、冷却装置的使用,连续运转时间的长短等因素密切相关。当发生异常现象时,能排除的迅速排除,重新组织生产的则应果断停机,不但可以避免废品的增多,更能预防事故的发生。通过检测的压力表读数,就可以知道塑料在挤出时的压力状态,一般取后推力极限值报警控制。
3. 螺杆转速的控制
螺杆转速的调节与稳定是主机传动的重要工艺要求之一。螺杆转速直接决定出胶量和挤出速度,正常生产总希望尽可能实现高转速及实现高产,对橡胶片材机要求螺杆转速从起动到所需工作转速时,可供使用的调速范围要大。而且对转速的稳定性要求高,因为转速的波动将导致挤出量的波动,影响挤出质量,所以在牵引线速度没有变化情况下,就会造成线缆外径的变化。同理如牵引装置线速波动大也会造成线缆外径的变化,螺杆和牵引线速度可通过操作台上相应仪表反映出来,挤出时应密切观察,确保高产。
4. 外径的控制
如上所述为了制品线缆外径的尺寸,除要求控制线芯(缆芯)的尺寸公差外,在挤出温度、螺杆转速、牵引装置线速度等方面应有所控制,而外径的测量控制则综合反映上述控制的精度和水平。在橡胶片材机组设备中,特别是高速挤塑生产线上,应配用在线外径检测仪,随时对线缆外径进行检测,并且将超差信号反馈以调整牵引或螺杆的转速,纠正外径超差。
5. 收卷要求的张力控制
为了不同线速下的收线,从空盘到满盘工作的恒张力要求,希望收排线装置有贮线张力调整机构,或在电气上考虑恒线速度系统和恒张力系统的收卷等等。
6. 整机的电气自动化控制
这是实现高速挤出生产线应具备的工艺控制要求,主要是:开机温度联锁;工作压力保护与联锁;挤出、牵引两大部件传动的比例同步控制;收线与牵引的同步控制;外径在线检测与反馈控制;根据各种不同需要组成部件的单机与整机跟踪的控制。
挤出机分类
按数量分:无螺杆、单螺杆、双螺杆
在制造薄壁橡胶制品时,为了防止制品发生漏气、漏水,胶料不能含有杂质,一般在加入硫化剂前用挤出机过滤胶料,即在机头处放置一层或多层滤网,以滤去塑化物料中杂质。
轮胎胎面和内胎制造 胎面分整体挤出和分层挤出。整体挤出可用一台挤出机将一种胶料经扁平口模挤出;也可用两种胶料(胎冠料和胎侧料)两台挤出机共挤出,在共挤出机头内结合成一个整体胎面。分层挤出则用两台挤出机分别将两种胶料挤成胎冠和胎侧,再在运输带上进行热贴合,并经多圆盘活络辊压为整体。内胎挤出和管子挤出相似,胎筒挤成后,经切断,再接头成型。
熔体纺丝
一些粘度大的树脂在熔体纺丝时,常用挤出机来熔融物料。熔好的物料直接经过过滤器进入喷丝头,或用喷丝泵打入喷丝头 徐州恭乐橡塑机械有限公司
主营产品: eva塑料片材挤出机,pvc电缆料造粒机,橡胶母粒造粒机,TPR弹性体造粒机
徐州恭乐橡塑机械有限公司是一家从事橡塑配混、橡胶电缆料造粒机,塑料造粒设备,片材、板材挤出机等设备的厂商。我们拥有一支高素质研发团队,的机械工程师,可根据客户的要求设计机型。 恭乐塑机的主打产品有EVA塑料片材挤出机、PVC电缆料造粒机、pp造粒机、碳酸钙填充母粒造粒机、TPR弹性体造粒机、橡胶母粒造粒机、pe电缆料造粒机、ABS造粒机、PC造粒机、无纺布造粒设备、PLA降解母粒造粒机、化学交联电缆料造粒机、汽车内饰板材挤出机、低烟无卤电缆料造粒机等。我们视产品质量如同企业生命,从原材料采购到产品加工、组装、生产、调试层层把关;以的产品质量、优惠的销售价格以及优良的售后服务走向市场。

生物淀粉降解片材挤出机双螺杆降解片材生产线
368900元
产品名:生物淀粉降解挤出机

化学交联电缆料造粒机识别交联电缆的假击穿方法
358000元
产品名:化学交联电缆料造粒机

徐州恭乐橡塑-元明粉母料造粒机塑料造粒机
388000元
产品名:元明粉母料造粒机
供应PVC造粒机规格硬质PVC造粒生产线(品牌)
468000元
产品名:PVC造粒机规格

EVA汽车内饰板材挤出机EVA汽车内饰片材挤出机
489000元
产品名:EVA内饰板材挤出机

PE发泡片材挤出机发泡片材挤出机生产线
439999元
产品名:PE发泡片材挤出机

POE片材挤出机,POE塑料片材挤出机
362000元
产品名:POE片材挤出机工艺

PVC电缆料造粒机双螺杆造粒机
388888元
产品名:PVC电缆料造粒机