
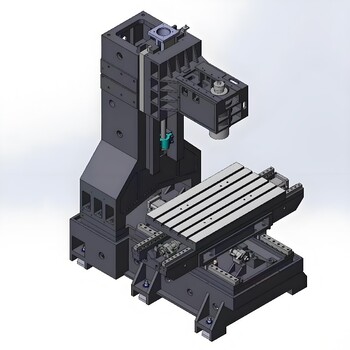

产品定义:
是由底座、立柱、鞍座、主轴头部、工作台组装而成,配上数控系统比如发那科、三菱、新代系统而成的。

FANUC标准功能(0i-MF(5))
1. 大控制轴数8轴
2. 同时控制轴数3轴
3. 10.4’’ LCD 屏幕
4. 程序储存容量2M
5. 软行程保护极限
6. 前置式CF卡输出入接口
7. 以太网络输出入接口
8. DNC功能(使用USB接口,CF卡,以太网络)
9. 记忆程序运转
10. MDI编辑运转
11. 程序编辑
12. 背景编辑
13. 扩充程序编辑
14. 掌上型脉波产生器1组
15. 轴向手动进给及速率调整
16. 紧急停止
17. 单节执行
18. 主轴速率调整
19. 主轴正转,反转,定位,停止手动控制功能
20. 切削液手动控制功能
21. 加工吹气手动控制功能
22. 单节跳跃
23. 选择停止
24. 程序再启动
25. 参数,程序保护功能
26. 螺距背隙补偿
27. 固定式螺距误差补偿
28. 报警显示,报警履历显示
29. 程序搜索
30. 主轴速度显示
31. 主程序/子过程调用功能:M98、M198
32. 刀具补偿功能
33. 刀具补偿400组
34. 程序暂停:M00/M01
35. 程序结束:M02/M30
36. 刚性攻牙:M29
37. 快速位移倍率调整:F0、F25、F50、F100%
38. 进给倍率调整:0~220%
39. G00 快速定位
40. G01 切削进给
41. G02顺时针圆弧切削
42. G03逆时针圆弧切削
43. G04 暂停指令
44. G10 程序参数输入/补正输入
45. G11 程序参数输入/补正输入取消
46. G12 顺时针全圆切削
47. G13 逆时针全圆切削
48. G15 极坐标取消
49. G16 极坐标设定
50. G17、G18、G19 坐标平面选择
51. G20、G21 公英制转换
52. G27 返回参考点检测
53. G28 参考点返回
54. G29 参考点返回起始点
55. G30 返回第二参考点
56. G40 刀具半径补偿取消
57. G41、G42 刀具半径补偿
58. G43、G44 刀具长度补偿
59. G45-G48 刀具位置偏置
60. G49 刀具长度补正取消
61. G50、G51 比例缩放/取消
62. G52 局部坐标系
63. G53 机械坐标系
64. G54-G59 工件坐标系
65. G54.1P1-P48 附加工件坐标系48组
66. G60 单方向定位
67. G61 准确停止方式
68. G62 自动拐角倍率
69. G63 切削进给速度控制-攻牙方式
70. G64 切削进给速度控制-切削方式
71. G65、G66、G67用户宏指令开始/取消
72. G68、G69 坐标系旋转开始/取消
73. G73 高速深钻孔循环
74. G74 反向攻牙循环
75. G76 精镗循环
76. G80 固定循环取消
77. G81 钻孔循环
78. G82 钻孔循环、逆镗孔循环
79. G83 深钻孔循环
80. G84 攻牙循环
81. G85、G86、G88、G89 镗孔循环
82. G87逆镗孔循环
83. G90 值指令
84. G91 增量值指令
85. G92 工件坐标系
86. G98 工件起始点返回循环
87. G99 R点返回循环
88. G05.1Q1/ G05.1Q0 AICC1控制开始/取消
89. 预读差补前铃型加减速
90. 加工条件选择功能

使用855加工中心时,需要注意以下几点以确保其正常运行和加工质量:
日常维护:
定期清洁与润滑:每天结束工作后,应清理机床内外部的灰尘、切屑等杂质,特别是导轨、丝杠等运动部件,避免异物导致磨损或卡死。按照制造商推荐的周期和方法对各运动部件进行润滑,正确使用润滑剂可以减少摩擦,延长机械寿命。
运行监测:在运行过程中,定期监测其运行状态,如主轴转速、进给速度、切削过程等,确保设备在正常状态下运行。
定期保养:
更换易损件:定期检查刀具、刀具夹头、传感器等易损件的磨损情况,及时更换以加工质量。
检查紧固件:检查螺钉、螺母、卡爪等紧固件是否松动,特别是刀库、主轴、导轨连接处的螺栓,确保无松动现象。
检查电气系统:定期检查电气接线、传感器、控制板等是否有异常,确保电气系统的稳定性和可靠性。
检查冷却系统:清洁冷却液管道,检查冷却液的水平和质量,并及时更换或维护冷却系统的元件,以确保机床的温度保持在合适的范围内。
保养管理:
建立保养制度:维护与保养工作进行制度化管理,制定详细的保养计划和保养流程,确保保养工作的有序进行。
培训操作人员:对操作人员进行定期培训,提高其设备维护与保养能力,确保设备得到正确的保养。
记录与统计:维护与保养工作进行记录和统计,分析设备的运行状态和故障情况,为设备的改进和优化提供依据。
通过上述的日常清洁、定期检查与调整、及时更换磨损件、以及安全与环境条件的管理,可以显著提升机床的使用寿命和加工效率。

江苏五轴联动加工中心龙门加工中心机床
面议
产品名:龙门加工中心机床,cnc加工中心
台中龙门加工中心厂家电话36米
面议
产品名:龙门加工中心,数控机床

精雕cnc加工中心厂家电话
面议
产品名:cnc加工中心,数控机床

广东3米龙门加工中心GMC-3022加工中心
面议
产品名:龙门加工中心GMC-3022,加工中心

厂家直销加工中心深圳4米龙门加工中心GMC-4225
面议
产品名:龙门加工中心GMC-4225,加工中心

海南12米龙门加工中心FD-42120加工中心厂家直销
面议
产品名:12米龙门加工中心FD-42120,加工中心
淮安VMC-855L三轴立式加工中心数控机床
面议
产品名:VMC-855L三轴立式加工中心 ,高刚性,高精密

数控机床舟山VMC-1890L立式加工中心
面议
产品名:VMC-1890L立式加工中心 ,高刚性高精密