


不锈钢酸洗钝化液适用于奥氏体300系列不锈钢各种型号,304不锈钢,316不锈钢、316L不锈钢、双相不锈钢等;对200系列不锈钢同样适用,控制适宜的酸洗时间、均一的涂抹厚度,也可达到均一的钝化效果。不锈钢压力容器、不锈钢反应釜、不锈钢管道、不锈钢换热器均可以使用;配套使用我们的喷淋设备,机器喷淋,内壁和外壁一样处理,节省人工,钝化膏和板材贴合的更为紧密,反应更为完全,工件板材表面光亮。济南竞宇新材料技术有限公司配有10名工程师作为研发技术保障,全国物流发货,免费提供样品,源头生产工厂,诚招全国经销商。
不锈钢酸洗钝化的原理 酸洗过程:通过酸性溶液对不锈钢表面进行处理,利用酸性溶液的化学腐蚀作用去除钢材表面的氧化皮、锈斑以及其他杂质。常用的酸性溶液包括硝酸、盐酸、硫酸等强酸,用于脱垢和清洁表面。 钝化过程:在酸洗后,通过化学或电化学方法在不锈钢表面形成一层致密、均匀的氧化层或其他化合物膜,以提高不锈钢的耐蚀性和抗氧化能力。这层膜能有效减少金属与腐蚀介质的直接接触,从而保护不锈钢免受进一步腐蚀。
济南竞宇新材料技术有限公司配有5名研发工程师,和多所高校合作,联合开发升级产品,不断满足更多客户需求。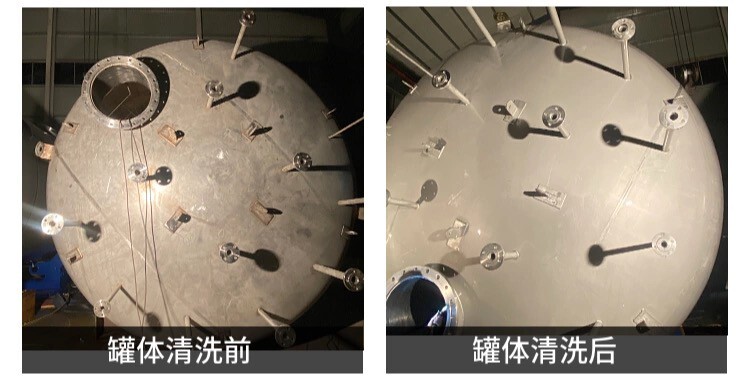
不锈钢酸洗钝化时间过久会出现问题吗 钝化膜分解或破坏:在酸洗钝化过程中,酸性环境可能会对钝化膜产生过度作用,导致钝化膜分解或破坏,从而减弱或失去对不锈钢的保护作用。1 物质损耗增加:过长的处理时间可能会导致溶液中的酸性成分过度消耗,这不仅会浪费材料,还可能对环境造成负面影响。 表面质量受损:长时间的酸洗会对不锈钢表面产生过度刻蚀,导致表面变得粗糙,失去光洁度和外观质量,这可能会给后续工艺,如涂层或电镀,造成困扰,并影响其附着力和质量。 金属损耗增加:在酸洗钝化过程中,酸性溶液会与不锈钢表面发生化学反应,去除污垢和氧化物。如果酸洗时间过长,可能导致不必要的金属损耗。 设备和能源浪费:过长的处理时间会导致设备和能源的浪费,不必要的处理时间会消耗大量的酸性溶液和能源,并增加设备的使用周期和维护成本。 为了避免这些问题,推荐的酸洗钝化时间通常是根据具体材料、酸洗剂和处理要求来确定的。此外,不同的酸洗钝化方法(如浸渍法、膏剂法、喷淋法等)适用于不同类型的不锈钢工件和处理需求,选择合适的方法对于确保处理效果和避免过度处理至关重要。
不锈钢酸洗钝化液JY-601T使用方法:
通入钝化液,原液使用。气温在零摄氏度以下,新液浸泡时间为30min左右,气温在10-45摄氏度之间 新液浸泡时间一般为15-30min左右,酸洗钝化完以后,将液回收,可反复使用;
用3%的碳酸钠水溶液循环中和冲洗工件;
清水冲洗取出的工件,直至不锈钢表面的PH=7呈现中性,表明已将酸洗钝化液冲洗干净;
建议行小试,确定本品的可操作性及反应时间;
容器选用PP或者工程塑料体材质;
不锈钢酸洗钝化液产品性能:
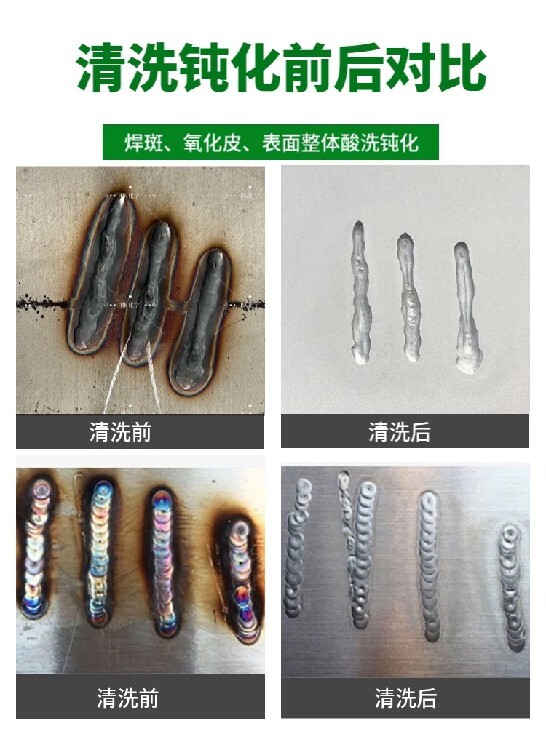
1、的净洗功能,可快速清除氧化皮、锈迹、焊接氧化物、污垢;
2、的钝化功能,能有效提高不锈钢的抗腐蚀能力,延长使用寿命;
3、产品无重型酸雾污染,操作环境相对安全;不含磷、六价铬等物质;
4、佩戴劳保用具操作,注意通风。
包装:
25kg/桶、200kg/桶、1000kg/桶
配套喷涂循环机使用,效果更好;
为什么要用不锈钢酸洗钝化液
不锈钢酸洗钝化目的:
不锈钢在热加工、热处理、焊接和切断时,由于某些化学反应产生黑色氧化皮。如果对其放任不管,就会渐渐地从工件表面开始腐蚀,不久便会波及工件深部,导致其耐久性明显下降,因此,原则上应完全清楚氧化皮,这是不锈钢作业上一道很重要的工序。清除氧化皮的方法有酸洗剂化学法和切削、喷丸、研磨等机械法。从与不锈钢钝化处理的关系上看,化学处理法是合理的。
不锈钢酸洗钝化工艺:
前处理——漂洗——酸洗钝化液——漂洗——烘干

高效型焊接防飞溅剂生产厂家
5元
产品名:焊接防飞溅剂

竞宇不锈钢酸洗钝化膏清洗钝化膏喷涂设备
13元
产品名:不锈钢酸洗钝化膏

海运防护蜡工业防锈防护蜡底盘防护蜡耐盐雾防海水
28元
产品名:海运防锈蜡,工业防锈防护蜡,海运防护蜡,底盘防护蜡

车架除锈剂除油除锈二合一代工生产电镀前处理剂除油除锈剂
9.8元
产品名:除锈剂,除油除锈剂,车架除锈剂,除油除锈二合一

河北唐山常温发黑液廊坊钢铁常温发黑剂沧州钢铁发黑剂
16元
产品名:钢铁发黑剂,常温发黑剂,常温发黑液,钢铁常温发黑剂

不影响喷漆焊接防飞溅剂清除焊渣焊接防飞溅剂厂家
6元
产品名:焊接防溅剂,不影响喷漆防溅剂,焊接防溅液,焊接防飞溅剂
河北沧州除油除锈剂邯郸除油除锈二合一金属除锈剂
8元
产品名:除油除锈二合一,除油除锈剂,除锈剂,金属除锈剂
河南郑州新乡驻马店工业防锈防护蜡车体表面防护蜡海运防护蜡
28元
产品名:工业防锈防护蜡,车体表面防护蜡,海运出口防护蜡,防护蜡