
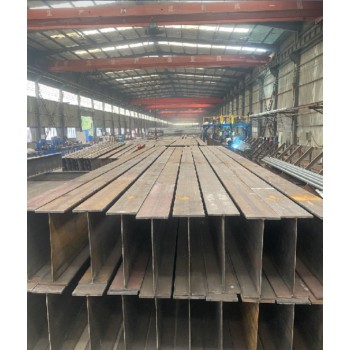


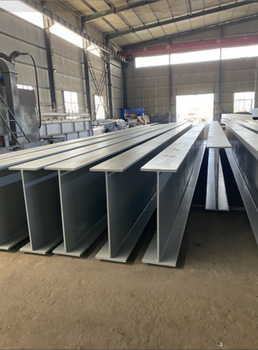

高频焊接H型钢 是一种经济实用的钢材产品。高频焊接H型钢截面形状经济合理,力学性能好,轧制时截面上各点延伸较均匀、内应力小,与普通比较,具有截面模数大、重量轻、节省金属的优点,可使建筑结构减轻30-40%;又因其腿内外侧平行,腿端是直角,拼装组合成构件,可节约焊接、铆接工作量达25%。以为主的钢结构工业化制作程度高,便于机械制造,集约化生产,精度高,安装方便,质量易于,高频焊接广泛应用于厂房建设、高层建筑、桥梁建设,石油钻井平台等方面,发展钢结构,创造和带动了数以百计的产业的发展。
高频焊接H型钢设计风格灵活、丰富。在梁高相同的情况下,钢结构的开间可比混凝土结构的开间大50%,从而使建筑布置更加灵活。
工程施工速度快,占地面积小,且适合于全天候施工,受气候条件影响小。用高频焊接H型钢制作的钢结构的施工速度约为混凝土结构施工速度的2-3倍,率成倍提高,降低财务费用,从而节省投资。以我国“高楼”浦东的“金贸大厦”为例,主体高达近400m的结构主体仅用不到半年时间完成了结构封顶,而钢混结构则需要两年工期。
高频焊接H型钢的钢结构,其结构科学合理,塑性和柔韧性好,结构稳定性高,适用于承受振动和冲击载荷大的建筑结构,抗自然灾害能力强,特别适用于一些多地震发生带的建筑结构。据统计,在世界上发生7级以上毁灭性大地震灾害中,以高频焊接H型钢为主的钢结构建筑受害程度小。
而且采用高频焊接H型钢可以有效保护环境,具体表现在三个方面:一是和混凝土相比,可采用干式施工,产生的噪音小,粉尘少;二是由于自重减轻,基础施工取土量少,对土地破坏小,此外大量减少混凝土用量,减少开山挖石量,有利于生态环境的保护;三是建筑结构使用寿命到期后,结构拆除后,产生的固体垃圾量小,废钢回收价值高。
目前高频焊接H型钢的研发方向正朝着积开发研制建筑用耐火、耐候、抗震系列高频焊接H型钢,国际标准高频焊接H型钢、高强度控轧控冷高频焊接H型钢等品种;开发轻型薄壁、不等宽和不等厚等异型高频焊接H型钢;开发铁道车辆用耐候高频焊接H型钢、输变电铁塔塔桅结构用高频焊接H型钢、海洋石油平台用高频焊接H型钢等产品。提升现有高频焊接H型钢的产品档次。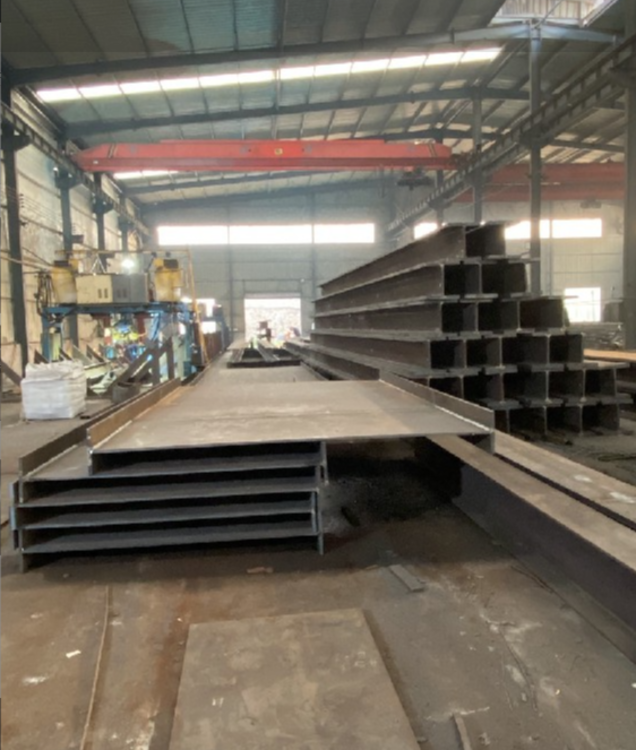
高频焊接H型钢与埋弧焊焊接方式有什么不同
高频焊特点
无需添加任何焊剂、制作成本低、生产、交货周期短、以薄壁为主、焊接时变形小;
埋弧焊特点
需要以焊丝作焊剂、制作成本高、生产效率低、交货周期长、以中厚板为主、焊接时变形大。
高频焊是无需探伤检测,焊接强度为母材撕裂,焊缝仍完好连接。
(1)埋弧焊定义
埋弧焊是以连续送时的焊丝作为电和填充金属。焊接时,在焊接区的上面覆盖一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,形成焊缝。在电弧热的作用下,上部分焊剂熔化熔渣并与液态金属发生冶金反应。熔渣浮在金属熔池的表面,一方面可以保护焊缝金属,防止空气的污染,并与熔化金属产生物理化学反应,改善焊缝金属的万分及性能;另一方面还可以使焊缝金属缓慢泠却。埋弧焊可以采用较大的焊接电流。与手弧焊相比,其大的优点是焊缝质量好,焊接速度高。因此,它特别适于焊接大型工件的直缝的环缝。而且多数采用机械化焊接。埋弧焊已广泛用于碳钢、低合金结构钢和不锈钢的焊接。由于熔渣可降低接头冷却速度,故某些高强度结构钢、高碳钢等也可采用埋弧焊焊接。
(2)高频焊定义
同频焊是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦用而在工件内产生感应电流。高频焊是化较强的焊接方法,要根据产品配备设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。
埋弧焊技术常识
1935年,出现了埋弧焊(SAW)生产过程上的项,其中包括了位于颗粒化焊剂下的电弧。这项是由俄罗斯EOPaton焊接协会研发的。埋弧焊着名的应用是在第二次世界大战期间,用于T34坦克的制造。
一、过程特点
与MIG焊相似,埋弧焊包括在连续送丝的电和工件之间形成电弧。它的焊接过程是用焊剂产生保护气体和熔渣,并在焊接熔池中添加合金元素,不再需要其他保护气体。焊前,在工件表面放置一层很薄的焊剂药粉,当电弧沿着焊缝移动时,多余的焊剂可通过漏斗回收,焊接完成后,残余的熔渣层也可被方便地。由于焊剂层完全覆盖了电弧,所以热耗低。这样可使热效率达到60%(手工焊条电弧焊的热效率为25%)。焊接时不会看到弧光,没有飞溅,也不需要气体和烟尘过滤。
二、操作特征
埋弧焊通常是全机械化或全自动化的操作过程,但它也能进行半自动化操作。其焊接参数有:电流、电弧电压(影响焊道形状)、焊接速度、熔深以及焊缝熔敷金属化学成分。由于操作人员不能看到焊接熔池,所以在设置参数时需要更加仔细。
三、过程变量
根据材料的厚度、接头类型和零部件尺寸,改变以下变量,可以提高熔敷速度,改善焊缝成形。
四、焊丝
进行埋弧焊时通常采用交流或直流单焊丝,常见的有:双焊丝、三焊丝、带热丝的单焊丝、带金属粉末的焊丝。
通过较大幅度的提高焊接金属熔敷速度和运行速度,使生产效率得到了提高。
五、焊剂
用于埋弧焊的焊剂是颗粒状可熔性物质,包含氧化锰、硅、钛、铝、钙。
高频焊h型钢加工厂现在的工艺和应用范围
一般的大型公共建筑都会使用大跨度的结构,它对建材的要求要比普通的苛刻些,不仅要求自重轻,还要在此前提下强度高,承重稳定,而高频焊H型钢则满足了这些要求。大跨度建筑不仅对建材要求较多,对结构整体的设计与布置也有着别样的要求。
设计方向
先要重视上部、下部结构的协同工作,应计入多向地震作用的效应。考虑上下部结构协同工作的合理方法是按整体结构模型进行地震作用计算。下部结构简化依据可靠且符合动力学原理,即应综合考虑刚度和质量等效后的有效性。
通过软件进行结构的虚拟建模,由此可进行各数据检测。进行实际操作时,要所建成的模型符合要求,各构件之间的连接应与实际结构相同。进行检测时要考虑到结构的实际受力情况,不仅包括成形结构的各方受力,还应注重施工过程中产生的额外受力,避免在结构成型前便因局部受力过高而出现崩塌。
H型钢是一种新型经济建筑用。H型钢截面形状经济合理,力学性能好,轧制时截面上各点延伸较均匀、内应力小,与普通工字钢比较,具有截面模数大、重量轻、节省资金的优点,可使建筑结构减轻30-40%;又因其腿内外侧平行,腿端是直角,拼装组合成构件,可节约焊接、铆接工作量达25%。常用于要求承截能力大,截面稳定性好的大型建筑(如厂房、高层建筑等),以及桥梁、船舶、设备基础、支架、基础桩等。
H型钢是一种新型经济建筑用钢。H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母"H"相同而得名。
由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。

武汉耐用精致钢厂家
面议
产品名:精致钢

苏州车间行车梁厂家
面议
产品名:行车梁

重庆耐腐蚀焊接H型钢费用
面议
产品名:焊接H型钢,T型钢,箱型柱,十字柱

苏州定制T型钢规格型号,幕墙T型钢
面议
产品名:T型钢,幕墙T型钢,生产T型钢,T型钢厂家

重庆地铁十字柱隔板间距,十字柱制作
面议
产品名:十字柱,十字柱规格,十字柱生产,十字柱制作

西安定制箱型柱尺寸大小,箱型柱工艺
面议
产品名:箱型柱,箱型柱工艺,箱型柱拼接,成品箱型柱

广州耐用格构柱规格型号
面议
产品名:格构柱

武汉钢结构幕墙T型钢生产厂家
面议
产品名:幕墙T型钢,幕墙方管